НА ДОЛЖНОСТЬ: КОНТРОЛЕР В ПРОИЗВОДСТВЕ ЧЕРНЫХ МЕТАЛЛОВ
СРОК СТАЖИРОВКИ:
1 ГОДВЫПОЛНИЛА: ШАЙБАКОВА ЛИЛИЯ РАИСОВНА
РУКОВОДИТЕЛЬ СТАЖИРОВКИ: НАЧАЛЬНИК ОКП ЛПЦ-10 А.В.КУЛЯБИН
FindSlide.org - это сайт презентаций, докладов, шаблонов в формате PowerPoint.
Email: Нажмите что бы посмотреть
























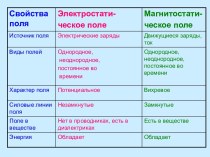
ОСНОВНЫЕ ТРЕБОВАНИЯ К ГОТОВОЙ ПРОДУКЦИИ И К ИСХОДНОЙ ЗАГОТОВКЕ
ИСХОДНОЙ ЗАГОТОВКИ
толщина, мм – 250
ширина, мм – от 750 до 1850
длина, м – от 4,8 до 12
масса, т – от 7 до 43,3
ОТБОР ПРОБ ДЛЯ ПРОВЕДЕНИЯ ИСПЫТАНИЙ
При испытании на растяжение образец растягивается под действием плавно возрастающей нагрузки и доводится до разрушения.
Разрывные машины снабжены специальным самопишущим прибором, который автоматически вычерчивает кривую деформации, называемую диаграммой растяжения.
ОПРЕДЕЛЕНИЕ УДАРНОЙ ВЯЗКОСТИ
ПРИЕМКА И АТТЕСТАЦИЯ МЕТАЛЛОПРОДУКЦИИ
УЧЁТ БРАКА
ПРЕТЕНЗИОННАЯ РАБОТА НА УЧАСТКАХ ОКП