Слайд 2
Содержание:
1. Введение
2. Ручная механическая подготовка металла к сварке
2.1.
Правка металлических заготовок
2.2. Разметка заготовок
2.3. Резка металла
2.4. Подготовка кромок
под сварку
2.5. Сборка деталей
3. Заключение
Литература и источники информации
Слайд 3
1. ВВЕДЕНИЕ
Основанием выбора такой темы, как «Подготовка металла
под сварку» обусловлено тем, что это один из главных
этапов сварочного процесса при любом методе сварки. Тщательная подготовка изделий в итоге поможет получить качественный, прочный и надежный шов.
Подготовка металла под сварку очень актуальный в настоящее время вопрос.
Обработка металла в настоящее время классифицируется по видам и методам. Причем, в основе большинства видов лежит механический метод (точение, растачивание, фрезерование, сверление, шлифование, полирование и пр.). Главным их недостатком является большое количество образующейся металлической стружки, угара, опилок, что очень неблагоприятно сказывается на здоровье человека при производстве работ, требует значительных трудозатрат.
Цель проекта: рассмотреть существующие методы и способы подготовки металла под сварку.
Слайд 4
2. РУЧНАЯ МЕХАНИЧЕСКАЯ ПОДГОТОВКА
МЕТАЛЛА К СВАРКЕ
Прежде,
чем приступить к свариванию металлических изделий, необходимо их подготовить.
Непосредственно подготовка металла под сварку состоит из нескольких этапов. Вначале металл подвергается правке, затем осуществляется разметка и резка изделия, его зачистка и подогрев. На заключительной стадии производятся гибка и обработка кромок. Эти процедуры необходимы для того, чтобы добиться качественного соединения элементов конструкции.
Стоит помнить: ржавчина, частички металла, прочие элементы, оставшиеся на поверхности, препятствуют качественной сварке.
Поэтому важна правильная подготовка деталей к сварке, которая позволяет улучшить свариваемость. Количество процедур, которые необходимо выполнить при подготовке деталей под сварку, может различаться в зависимости от конкретной ситуации – степени загрязненности, деформации заготовок, объема работ и прочее. При этом все этапы подготовки регулируются согласно ГОСТ 5264-80.
Слайд 5
2.1. ПРАВКА МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК
Металлические заготовки при транспортировке или

по иной причине могут деформироваться. В этом случае возникают
сложности с их стыковкой в области сваривания, что приводит к снижению качества сварного шва.
Поэтому подготовительно выполняется правка изделия. В зависимости от размеров заготовок и сложности искривленных участков применяется холодная или горячая правка. Она выполняется вручную или специальными приспособлениями. Плиты из чугуна и стали вручную исправляют молотком или кувалдой. При необходимости создать большее давление применяется ручной пресс. Он представляет собой винтовой аппарат с двумя плитами, между которыми укладывают детали с деформированными участками, и выправляют их под высоким давлением.
Если вручную исправить деформацию невозможно, используются специальные приспособления – в частности, листоплавильные станки или прессы различных типов. Данные устройства работают на электродвигателях, вырабатывающих необходимую для работы мощность, для передачи которой используются редукторы. Таким образом удается увеличить давление на искривленные участки.
Слайд 6
2.2 РАЗМЕТКА ЗАГОТОВОК
Подготовка деталей под сварку включает в
себя такой важный этап, как разметка заготовок. Необходимость его
выполнения связана с несовпадением размеров профилей с параметрами деталей, которые будут использованы в конструкции. Поэтому профиль необходимо подрезать. А перед этим – разметить, задав необходимые размеры.
Выделяют несколько способов разметки: ручная, оптическая, мерная резка. При ручной разметке используются простые инструменты для измерений – например, линейка или штангенциркуль. Если размечается небольшая партия однотипных заготовок, применяются изготовленные из алюминия или профилируемых листов шаблоны. Ручной способ отличается трудоемкостью и низкой скоростью выполнения работы.
Слайд 7
При оптическом способе нанесения разметки применяются разметно-маркировочные машины.
Их преимущество заключается в высокой скорости – до 10
метров в минуту. Чтобы разметить заготовку, необходимо запрограммировать аппарат под установленные параметры. Для нанесения разметки в данных устройствах используется пневматический крен.
Технология мерной резки не предполагает нанесение разметки на профили – в этом случае в специальные машины закладывается программа с указанием конфигурации и размеров заготовок. В результате аппарат сразу режет изделие под заданную форму.
Слайд 8
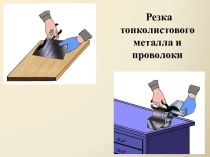
2.3. РЕЗКА МЕТАЛЛА
Это один из важнейших этапов, который
предполагает подготовку металла под сварку, поскольку иначе не получится
добиться нужного размера заготовок. Выделяют механическую и термическую резку.
При механической резке используются ручные и механические инструменты.
Слайд 9
Процесс термической резки представляет собой плавление металла по
предварительно нанесенным отметкам. Этот тип работ также может быть
ручным и автоматизированным. Для выполнении операции применяются кислородный резак, дуговая сварка, плазматрон. Также термическая резка осуществляется с применением станков, аппаратов, работающих в полу- или в автоматическом режиме.
Стоит отметить, что термическая резка – это универсальная технология, которая позволяет разрезать изделия в различных направлениях, как прямолинейно, так и криволинейно.
Слайд 10
2.4. ПОДГОТОВКА КРОМОК ПОД СВАРКУ
Сварочные работы необходимо проводить
на предварительно подготовленных поверхностях – очищенных от механических загрязнений,
и химических пленок. Присутствие даже небольших частичек загрязнений может привести к растрескиванию конструкции, пористости, напряжению в металле. В результате сварное соединение утрачивает свои качественные характеристики.
Слайд 11
Не стоит забывать об оксидной пленке, которая образуется
на поверхности металлов при их контакте с воздухом. Она
является жаростойкой, препятствует качественной сварке. Удалить ее можно как болгаркой, так и вручную, щеткой из металла.
На производстве детали зачищаются пескоструйными и дробеструйными аппаратами. Также производится химическая чистка – путем погружения изделий на определенное время в ванну с химическими реагентами. Этот тип очистки в основном используется при подготовке деталей из цветных металлов, а черные, стальные заготовки зачищаются вручную.
Кромки заготовок, особенно большой толщины, предварительно необходимо зачистить и придать им нужную геометрическую форму. Выделяют плоские, V-образные и Х-образные кромки. Плоские кромки используются при соединении тонких изделий, вторые два вида – при стыковке толстых заготовок.
Важно: кромки не обрабатываются, если толщина детали не более 3 мм.
Слайд 13
Подготовка кромок под сварку состоит из обработки ширины
зазора, угла разделки, регулировки длины откоса. При подготовке кромок
под сварку труб различной толщины их обработка особенно актуальна – в противном случае металл не провариться. Поэтому важно подобрать правильный скос, благодаря которому переход между деталями будет плавным. А это снимет напряжение нагрузки во время использования готового изделия.
Для подрезки кромок при подготовке труб к сварке холодным способом используются станки или ручные инструменты. Термический способ предполагает использование горелок – ручных или автоматических.
Холодная подготовка металла к сварке считается более качественной. В этом случае в разы повышается точность сборки конечного изделия. А после термической обработки фаски зачастую нужно довести до правильных размеров и формы, особенно когда осуществляется подготовка труб под сварку.
Слайд 14
2.5 СБОРКА ДЕТАЛЕЙ
Сборка под сварку – это заключительный
этап подготовки. В этом случае отдельные детали фиксируются, чтобы
они после сварки остались в нужном положении. Зачастую недостаточно просто расположить их рядом или зафиксировать специальным устройством – необходимо выполнить точечную приварку двух деталей. Это обеспечивает надежность конструкции и сохраняет ее форму. Такую заготовку можно расположить так, чтобы было удобно сделать горизонтальный шов.
Сборка осуществляется после того, как полностью завершена подготовка поверхности металла под сварку. К местам соединения деталей нужно обеспечить свободный доступ. Все заготовки должны быть надежно скреплены, чтобы избежать деформации при сварке.
Слайд 15
3. ЗАКЛЮЧЕНИЕ
Раскрой металла – это технологический процесс, позволяющий
получить металлические заготовки или детали необходимой формы и размеров.
На сегодняшний день существует несколько методов раскроя металлических листов.
Среди них заметное место занимают плазменная резка для раскроя металла.
Данные способы дают возможность выполнять обработку любых типов металла и получать высококачественный результат в самые короткие сроки. При этом процедура является безопасной, экономичной и не наносит вред экологической среде.
Слайд 16
Литература и источники информации :
Лупачев В. Г. Сварочные
работы. Мн.: Высшая школа, 1997
Лупачев В. Г. Ручная дуговая
сварка. Мн.: Высшая школа,2006.
Справочник сварщика / под ред. В. В. Степанова. – М.: машиностроение, 1983
Опорный конспект по предмету.
ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные.
Основные типы, конструктивные элементы и размеры".
Интернет сайт: https://svarkalegko.com/