Слайд 2
Скажи мне и я забуду.
Покажи
мне и я запомню.
Дай мне действовать самому,
и я научусь.
китайская мудрость
Слайд 3
ЦЕЛИ УРОКА:
образовательная: учить учащихся приемам
гибки листового металла и проволоки в тисках
с
помощью различных приспособлений;
воспитательная: прививать учащимся
бережное отношение к инструменту и
материалам, формировать самостоятельность
и уверенность в своих силах;
развивающая: развивать навыки производительного труда, самостоятельности, развитие глазомера, координации движений, измерительных навыков.
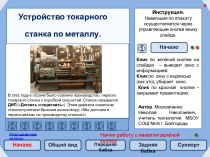
Слайд 4
МАТЕРИАЛЬНО-ТЕХНИЧЕСКОЕ
ОСНАЩЕНИЕ УРОКА:
тиски,
оправки,
слесарные молотки,
измерительные линейки,
разметочный инструмент,
металлические заготовки,
инструкционно-технологические карты,
плакат
«Гибка металла»,
таблица критериев оценки.
Слайд 5
Организация рабочего места:
К размещению инструментов, заготовок и
материалов на рабочем месте предъявляются определенные требования:
на рабочем месте
должны находиться только те
инструменты, материалы и заготовки, которые
необходимы для выполнения данной работы;
инструменты и материалы, которые рабочий использует часто, должны располагаться ближе к нему.
инструменты для работы левой рукой должны лежать слева, правой рукой справа, а чертёж и измерительные инструменты перед собой.
Слайд 6
До начала работы необходимо:
проверить
исправность верстака, тисков, приспособлений,
индивидуального освещения и механизмов,
используемых
в работе;
ознакомиться с инструкцией или технологической картой,
чертежом и техническими требованиями к предстоящей
работе;
отрегулировать высоту тисков по своему росту;
проверить наличие и состояние инструментов, материалов
и заготовок, используемых в работе;
расположить на верстаке инструменты, заготовки,
материалы и приспособления, необходимые для работы.
Слайд 7
Во время работы необходимо:
иметь на
верстаке только те инструменты и
приспособления, которые используются
в настоящий
момент (все остальное должно находиться в ящиках
верстака);
возвращать использованный инструмент на исходное
место;
постоянно поддерживать чистоту и порядок на рабочем
месте.
Слайд 8
По окончании работы необходимо:
очистить инструмент от стружки,
протереть, уложить в
футляры и убрать в ящики
верстака;
очистить от стружки и грязи столешницу верстака и
тиски;
убрать с верстака неиспользованные материалы и
заготовки, а также обработанные детали.
Слайд 9
Гибка - это
слесарная операция, по изменению формы заготовки
Слайд 10
Сгибание заготовок из тонколистового металла
в тисках:
киянкой
с помощью
слесарного молотка и деревянного бруска
Слайд 11
Гибка тонколистового металла
с помощью оправок:
а –
оправки;
б, в – приемы гибки
Слайд 12
Гибка в гибочном штампе:
матрица
заготовка
пуансон
изделие
Слайд 15
Типичные дефекты при гибке, причины их появления и
способы предупреждения
Слайд 16
Упражнения
по отработке приёмов гибки
Слайд 17
Задание 1.
Гибка двойного угольника из
полосы в тисках.
1. Определить длину заготовки согласно чертежу:
L = 20 + 60 + 15 + 2 × 0,5 × 3 = 98 мм,
где 2 - два изгиба; 0,5 × 3 - припуск на изгиб
Прибавить к расчетной длине припуск на дополнительную обработку торцов после рубки - 1 мм на каждую сторону. Таким образом, общая длина заготовки составит
98 + 2 = 100 мм.
Слайд 18
2. Разметить заготовку 100х15 на полосе.
3. Отрубить полосу
на плите, с помощью зубила и молотка.
4.При необходимости заготовку
править молотком на плите.
5. Опилить напильником торцы заготовки в размер 98х15, с контролем по угольнику.
6. Разметить заготовку, причем к размеру полки каждого изгиба прибавить 1,5 мм, т. е. на полосе провести риски на расстоянии 21,5 и 16,5 мм от каждого торца.
7. Зажать заготовку в тиски так, чтобы риска линии изгиба совпадала с верхней поверхностью губок тисков.
Слайд 19
8. Наносим удары молотком по выступающей части полосы,
загибаем первую полку угольника.
9. Перевернув заготовку, устанавливаем ее
по второй линии изгиба и зажимаем в тиски.
Слайд 20
10. Загибаем вторую полку угольника.
11. Качество гибки
проверяем на глаз, углы — слесарным угольником, размеры —
линейкой.
Слайд 21
Задание 2.
Гибка прямоугольной скобы с
применением простейших приспособлений
(плоских оправок).
Слайд 22
1. Определить длину заготовки согласно чертежу:
L = 23 + 30 + 40 + 30
+ 23 + 0,5 2 4 = 150 мм,
где 0,5 2 4 — припуск на четыре загиба в зависимости от толщины.
К расчетной длине заготовки прибавить 2 мм на обработку торцов после рубки, общая длина заготовки будет 150 + 2 = 152 мм.
2.Разметить заготовку размером 152х15 на полосе,
3.Отрубить заготовку на плите, с помощью зубила и молотка.
4.При необходимости заготовку править молотком на плите.
5.Опилить напильником торцы заготовки в размер 150х15, с контролем по угольнику.
6.Разметить линию первого изгиба, риску провести, отложив размер 55 мм
23 + 1 + 30 + 1= 55
Слайд 23
7.Заготовку зажать в тиски между нагубниками (угольниками) на
уровне линии разметки и загнуть выступающий конец скобы, помощью
молотка.
Слайд 24
8.Перевернуть заготовку, зажать между нагубником и прямоугольной оправкой,
с размерам как внутри скобы 40 32 мм
(длина оправки должна быть не менее 60 мм). Загнуть второй конец скобы.
Слайд 25
9. Снять заготовку, разметить длину коротких полок. Провести
риски, отложив размер 21 мм от каждого конца.
10. Вставить
внутрь скобы оправку, зажать ее в тиски, следя за тем, чтобы линии разметки полок совпали с поверхностью нагубников (угольников). Загнуть короткие полки скобы.
Слайд 26
11. Качество гибки проверяем на глаз, размеры –
линейкой, углы – слесарным угольником; отклонение от плоскости полок
проверить на поверочной плите.
Слайд 27
Задание 3.
Гибка листового и полосового материала на
круглых оправках.
1. Взять подготовленную, обработанную заготовку.
2. При необходимости
заготовку выправить.
3. Заготовку с оправкой зажать в тиски так, чтобы половина ее находилась выше уровня губок тисков.
Слайд 28
4. Ударами молотка загнуть заготовку по оправке, добиваясь
плотного прилегания ее к поверхности оправки.
Слайд 29
5. Переставляя заготовку с оправкой в тисках, гнуть
ее до нужного изгиба.
Слайд 30
Задание 4.
Гибка металла круглого сечения с
применением приспособлений.
Чертеж чертилки.
Слайд 31
Определить общую длину заготовки согласно чертежу:
L = l стержня + l кольца = 120
+ 3.14 ∙ 30 = 214.2 мм
где 30 мм – диаметр кольца.
2. Отрезать от прутка 215 мм; 0,8 мм оставляем на окончательную обработку.
3. При необходимости пруток выправить.
4. Отмерить от конца прутка половину длины окружности кольца (47 мм), зажать заготовку вместе с оправкой в тиски.
Слайд 32
5. Ударами молотка загнуть полукольцо (а).
6. Развернуть заготовку
на 180° вместе с оправкой, загнуть вторую часть кольца
(б).
Слайд 33
7. Не вынимая оправки из кольца, заготовку переставить
в тисках и ударом молотка по стержню подогнуть его,
придавая ему правильное положение; оси кольца и стержня должны совпасть.
8. При проверке качества гибки следим, чтобы кольцо и стержень были симметричны. Линейные размеры проверяем линейкой, качество гибки – внешним осмотром.
Слайд 34
Гибку кольца можно производить и в приспособлении, для
чего один конец заготовки устанавливаем в зазор между штифтом
и оправкой, а свободный конец заготовки берем руками и изгибаем пруток вокруг оправки
Рис. 4.3. Гибка прутка круглого сечения в приспособлении
Если свободный конец прутка короткий и пруток имеет достаточно большой диаметр, гибку выполняют с помощью молотка или увеличивают длину прутка, нарастив его трубой.
Слайд 35
Рефлексия.
Какое значение для тебя лично имеют знания
и умения, полученные на уроке?
Ты помогал другим или тебе
помогали?
Что вызвало наибольшие затруднения?