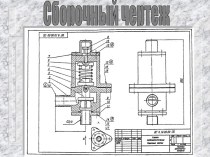
Слайд 3
Изображение и обозначение резьбы. Основные параметры резьбы. Цилиндрические
и конические резьбы. Обозначение резьбы. Технологические элементы резьбы.
Подвижные
разъемные соединения
Содержание лекции
Слайд 12
Технологические элементы резьбы
Резьбы метрическая, одноходовая, трапецеидальная, трубная цилиндрическая,
трубная коническая, коническая дюймовая с углом профиля 60° имеют
технологические элементы, связанные с выходом резьбы, к которым относятся: сбег, недорез, проточка и фаска.
Слайд 14
Проточки резьбовые. ГОСТ 10549–80
Резьбы метрическая, одноходовая, трапецеидальная, трубная
цилиндрическая, трубная коническая, коническая дюймовая с углом профиля 60°
имеют технологические элементы, связанные с выходом резьбы, к которым относятся: сбег, недорез, проточка и фаска.
Слайд 16
Проточку делают у конца резьбы для выхода инструмента
и получения резьбы полного профиля на всей длине стержня
или отверстия. На чертежах детали проточку изображают упрощенно и дополняют чертеж выносным элементом в увеличенном масштабе.
Форму и размеры проточек наружной резьбы (при выполнении резьбы нарезанием) устанавливает ГОСТ 10549–80 (СТ СЭВ 214–75). Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для внутренней метрической резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Слайд 17
Форму и размеры проточек для трапецеидальной резьбы устанавливает
ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и
размеры проточек для трубной конической резьбы и конической дюймовой резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Форму и размеры проточек для трубной цилиндрической резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Слайд 18
Конструктивные формы головок болтов и винтов
Слайд 19
Винты установочные
Их применяют для фиксации положения деталей
и предотвращения их сдвига, например, при соединении двух валов
с помощью втулки и шпонок, осевая фиксация втулки относительно вала осуществляется с помощью установочных винтов. Винты с плоским торцом ( а) можно применять при малой толщине деталей; с коническим ( б) и ступенчатыми (в, г) — для деталей, имеющих предварительное засверливание. Установочные винты изготавливаются небольшой длины с резьбой по всей длине. Винты с засверленным концом (рис. д) используют совместно с шариком).
Слайд 21
специальные болты
К таким относятся фундаментные (а), болты конусные
для отверстий из – под развертки (б), грузовые винты
(рым-болты, рис. в) и многие другие.
Слайд 22
Фаски резьбовые.
ГОСТ 10549–80
Фаски на стержнях и в
отверстиях с резьбой (кроме метрической резьбы) имеют форму усеченного
конуса с углом при вершине 90° и высотой Z. Фаски на метрической наружной резьбе имеют угол при вершине конуса 90° и заданный диаметр меньшего основания конуса. Фаски на метрической внутренней резьбе имеют угол при вершине конуса 120° и заданный диаметр большего основания усеченного конуса. Фаски изображают только на проекции, параллельной оси резьбы, или в сечении плоскостью, проходящей через ось резьбы. На проекции на плоскость, перпендикулярную к оси резьбы, фаску не показывают.
Слайд 23
Достоинства и недостатки резъбовых соединений
Достоинства:
- высокая надёжность;
- удобство сборки-разборки;
- простота конструкции;
- дешевизна (вследствие
стандартизации);
- технологичность;
- возможность регулировки силы сжатия.
Недостатки :
- концентрация напряжений во впадинах резьбы;
- низкая вибрационная стойкость (самоотвинчивание при вибрации).
Слайд 24
Резьбы могут быть изготовлены
- нарезанием слесарным инструментом
— метчиками, плашками (как вручную, так и на станках).
Для нарезания наружной резьбы используют различные резцы, плашки, резьбовые гребенки и фрезы, а для внутренней резьбы – метчики. Этот метод применяют в индивидуальном производстве и при ремонтных работах;
- нарезанием резцом на токарно-винторезном станке или на специальных болтонарезных станках;
- фрезерованием на специальных резьбофрезерных станках. Применяют для нарезки винтов больших диаметров с повышенными требованиями к точности резьбы (ходовые и грузовые винты, резьбы на валах и т. д.);
- накаткой на специальных резьбонакатных станках. Этим высокопроизводительным и дешевым способом изготовляют большинство резьб стандартных крепежных деталей (болты, винты и т. д.). Накатка существенно упрочняет резьбовые детали;
- отливкой чугунных, пластмассовых, стеклянных деталей и деталей из цветных сплавов;
- выдавливанием для тонкостенных деталей (например, из латуни).
Слайд 25
Гайки
Гайки имеют различную форму. Наиболее распространены шестигранные
гайки. На рис. показаны шестигранные гайки, применяемые в машиностроении:
а — с одной фаской; б — с одной фаской и проточкой; в — прорезные; г — корончатые. У корончатых гаек для установки стопорных шплинтов выполнены прорези. Имеются и другие конструктивные разновидности шестигранных гаек. В зависимости от высоты шестигранные гайки бывают нормальные, высокие и низкие. Высокие гайки применяют при частых разборках и сборках для уменьшения износа резьбы. Прорезные и корончатые гайки также выполняют высокими. В зависимости от точности изготовления шестигранные гайки, аналогично болтам, бывают нормальной и повышенной точности. Для крепления подшипников качения, рулевого устройства в велосипедах, мотоциклах и других машинах применяют круглые гайки со шлицами (рис. д). При частом отвинчивании и завинчивании с небольшой силой затяжки применяют гайки барашки (рис. 21, е, ж).
Слайд 27
На рис. в — шестигранная гайка с двумя
фасками для больших осевых нагрузок; г — шестигранная гайка
с одной фаской для незначительных осевых нагрузок; ж — шестигранная гайка с глухим резьбовым отверстием; з — шестигранная гайка с буртиком; и — круглая гайка с накаткой и углублением под ключ; к — круглая гайка с отверстиями на торце под ключ.
Слайд 29
Материалы резьбовых деталей
При выборе материала
для резьбовых деталей учитывают величину и характер нагрузки (статическая
или динамическая), условия работы (температуру, коррозию и т. д.), способ изготовления.
Стандартные крепежные изделия общего назначения изготовляют из углеродистых сталей типа сталь 10 — сталь 35. Эти стали, позволяют изготовить большие партии болтов, винтов, гаек методом холодной высадки с последующей накаткой резьбы. Легированные стали 35Х, 30ХГСА применяют для высоконагруженных деталей при переменных и ударных нагрузках. Механические свойства крепежных изделий определяются как материалом, так и технологией изготовления.
Слайд 30
Стандартом предусмотрено изготовление стальных болтов, винтов и шпилек
12 классов прочности от 3,6 до 14,9. Первое число,
умноженное на 100, указывает минимальное значение временного сопротивления (МПа), а произведение первого на второе и на 10 — предел текучести (МПа). Например, классу прочности 5.8 соответствует = 500 МПа и = 400 МПа. Декоративные винты и гайки выполняются из цветных металлов и пластмасс. Выбор материалов, как и всех параметров резьбовых соединений, определяется расчётом на прочность.
Слайд 31
Шайбы
Под гайки, головки болтов и
винтов, как правило, устанавливают шайбы.
Назначение шайб —
увеличение опорной поверхности и предохранение деталей от задиров.
Для стопорения (контровки) служат специальные шайбы. Наибольшее распространение в машиностроении получили шайбы круглые (рис. а). Первые изготовляют штамповкой, вторые обрабатывают на токарных станках. Толщина шайбы и наружный диаметр зависят от диаметра резьбового изделия. Шайбу плоскую квадратную или особой формы (рис. б) применяют для стопорения гайки; круглую лепестковую (рис. в) — для стопорения круглых гаек со шлицами; круглую пружинную (рис. г) — для стопорения любых гаек. Шайбы пружинные изготавливаются из Ст.65Г с термообработкой, отгибные пластины и проволока для завязывания - из Ст.1.
Слайд 33
Гаечные замки.
Во избежание самоотвинчивания гаек,
винтов применяют особые устройства, называемые гаечными замками.
Существует очень много
способов стопорения (контровки) или предохранения гаек от самоотвинчивания. Самоотвинчивание разрушает соединения и может привести к аварии. Предохранение от самоотвинчивания важно для повышения надежности резьбовых соединений и совершенно необходимо при вибрациях, переменных и ударных нагрузках. Вибрации понижают трение и нарушают условие самоторможения в резьбе.
Слайд 34
Стопорение дополнительным трением
Стопорение дополнительным трением (рис.), за счёт
создания дополнительных сил трения, сохраняющихся при снятии с винта
внешней нагрузки (контргайка, воспринимающая основную осевую нагрузку, и ослабляющая силу трения и затяжки в резьбе основной гайки, необходима взаимная затяжка гаек; самоконтрящиеся гайки с радиальным натягом резьбы после нарезания резьбы и пластического обжатия специальной шейки гайки на эллипс; самоконтрящиеся гайки с несколькими радиальными прорезями; гайки с полиамидными кольцами без резьбы, которая нарезается винтом при завинчивании, обеспечивают большие силы трения, в винте.
Слайд 35
винте применяют полиамидную пробку; контргайка цангового типа (сверху)
при навинчивании обжимается на конической поверхности; арочного типа (снизу)
при навинчивании разгибается и расклинивает резьбу; пружинные шайбы, усиливающие трение в резьбе; пружинные шайбы с несколькими отогнутыми усиками; специальные винты через медную или свинцовую прокладку или деформированием гайки с прорезями, перпендикулярными оси, применяют при спокойных нагрузках.
Слайд 37
Стопорение специальными запирающими элементами
Стопорение специальными запирающими элементами (рис.),
полностью исключающими самопроизвольный проворот гайки (шплинты ГОСТ 397-79 сгибаемые
из проволоки полукруглого сечения плоскими сторонами внутрь, их выпадению препятствуют петля и разогнутые концы; шайбы с лапками ГОСТ 3693/95-52, одна из которых отгибается по грани гайки, а другая по грани детали, стопорение такими шайбами, как и шплинтами, весьма надёжно и широко распространено; шайбы с лапками ГОСТ 11872-80 стопорят гайки со шлицами при регулировке подшипников качения на валу, внутренний носик отгибается в канавку винта, а наружные лапки – в шлицы гайки; обвязка головок болтов проволокой через отверстия в групповых соединениях с натяжением проволоки в сторону
Слайд 39
Стопорение пластическим деформированием или приваркой после затяжки
И, наконец,
стопорение может выполняться также пластическим деформированием или приваркой после
затяжки.
Выше описаны некоторые конструкции гаечных замков (см. рис. б— г). При установке контргайки 2 (рис. а) создается дополнительное натяжение и трение в резьбе, поэтому самоотвинчивание гайки 1 затрудняется. При установке пружинной шайбы (см. рис. г) самоотвинчивание исключается за счет упругости шайбы. Кроме того, упругость этой шайбы значительно уменьшает вибрации гайки. При установке шплинта (рис. б, в) или при обвязке группы болтов проволокой (рис. г) гайка жестко соединяется со стержнем болта (шпильки). Иногда гайки жестко соединяют с деталью с помощью специальной шайбы, планки (рис. д) и т. п.
Слайд 41
Инструмент для завинчивания и отвинчивания.
Слайд 42
Штифтовые и профильные соединения
Штифтовые соединения служат для соединения
осей и валов с установленными на них деталями при
передаче небольших вращающихся моментов. Образуются совместным сверлением соединяемых деталей и установкой в отверстие с натягом специальных цилиндрических или конических штифтов. Соединения предназначены для точного взаимного фиксирования деталей, а также для передачи небольших нагрузок.
Слайд 45
Профильные соединения относятся к бесшпоночным соединениям
Соединяемые детали
скрепляются между собой посредством взаимного контакта по некруглой поверхности.
Простейшим профильным соединением является соединение с валом или с осью, как показано на рис. 69, а. Более совершенными являются профильные соединения с овальным контуром поперечного сечения. По сравнению со шпоночными и шлицевыми соединениями профильные обеспечивают лучшее центрирование и более высокую прочность, но сложность изготовления профильного отверстия ограничивает их применение. Расчет па прочность профильных соединений сводится в основном к проверке их рабочих поверхностей на смятие.
Слайд 48
Изображение и обозначение резьбы. Основные параметры резьбы. Цилиндрические
и конические резьбы. Обозначение резьбы. Технологические элементы резьбы.
Изображение
разъемных.
Изображение неразъемных соединений и передач.
Условности и упрощения.
Слайд 49
Подвижные разъёмные соединения
Pазъемными называются соединения, котоpые pазбиpаются без
наpушения целостности деталей сpедств соединения.
Cоединения подpазделяются на:
неподвижные
подвижные.
Слайд 50
Геометрическая форма и основные параметры резьбы
Резьбой называется
повеpхность, обpазованная пpи винтовом движении некотоpой плоской фигуpы по
цилиндpической или конической повеpхности так, что плоскость фигуpы всегда пpоходит чеpез ось.
Слайд 53
Образование поверхности резьбы
Поверхность резьбы образуется плоским контуром, лежащим
в одной плоскости с осью резьбы, при его винтовом
движении по цилиндрической или конической поверхности, соответственно резьбу называют цилиндрической или конической
Слайд 54
Основными элементами резьбы являются ось, профиль, внешний диаметр,
шаг, ход.
Наружная резьба образуется на наружной (цилиндрической или конической)
поверхности, внутренняя – на внутренней (цилиндрической или конической).
Основные элементы резьбы
Слайд 55
Элементы резьбы
Часть выступа резьбы, соответст-
вующую одному обороту контура вокруг оси резьбы, называют витком
резьбы.
Шаг резьбы Р – расстояние по линии, параллельной оси резьбы, между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы
Слайд 56
Профиль резьбы – контур сечения резьбы плоскостью, проходящей
через ее ось. По форме профиля резьбу называют
треугольной,
трапециевидной,
прямоугольной,
круглой
Слайд 57
Графическое изображение резьбы
Правила изображения и нанесения обозначения
резьбы на чертежах для всех отраслей промышленности и строительства
устанавливает ГОСТ 2.311-68.
Наружная резьба на стержне выполняется сплошными толстыми линиями по наружному диаметру и сплошными тонкими по внутреннему. На изображении, полученном проецированием на плоскость, параллельную оси резьбы, на всю длину резьбы без сбега проводятся сплошные тонкие линии (начинаются от линии, обозначающей границу резьбы, и пересекают линию границы фаски)
Слайд 58
На изображении, полученном проецированием на плоскость, перпендикулярную оси
резьбы, по наружному диаметру резьбы сплошной толстой линией проводится
окружность, а по внутреннему диаметру – тонкой сплошной линией − дуга, равная приблизительно 3/4 окружности и разомкнутая в любом месте; фаска на этом виде не изображается
Слайд 59
Изображение внутренней резьбы
Внутренняя резьба на разрезе выполняется сплошными
толстыми основными линиями по внутреннему диаметру резьбы и сплошными
тонкими линиями по наружному, проводимыми на всю длину резьбы (от линии, обозначающей границу резьбы, и до линий, изображающих фаску)
Слайд 60
На изображении, полученном проецированием на плоскость, перпендикулярную оси
резьбы, по внутреннему диаметру резьбы тонкой сплошной линией проводится
дуга, равная приблизительно 3/4 окружности и разомкнутая в любом месте; фаска на этом виде не изображается. Расстояние между сплошными толстой и тонкой линиями, применяемыми для изображения резьбы, должно быть не менее 0,8 мм и не более шага резьбы. Дуга, равная 3/4 окружности, не должна начинаться и кончаться точно у осевой линии.
Слайд 61
Обозначение резьбы
В общем случае в условное обозначение
резьбы входят:
буквенный знак резьбы;
номинальный размер в миллиметрах или дюймах;
размер шага, если он мелкий, в миллиметрах;
для многозаходной резьбы – числовое значение хода с указанием в скобках шага; для однозаходной резьбы крупный шаг не указывают;
буквы LH (для левой резьбы);
буквенно-цифровое обозначение поля допуска или буквенное обозначение класса точности;
цифровое значение или буквенное обозначение длины свинчивания, если она отличается от нормальной.
Слайд 62
Буквенные обозначения видов резьбы
М – метрическая цилиндрическая;
Tr – трапецеидальная;
S – упорная;
G – трубная
цилиндрическая;
Rc – трубная коническая внутренняя;
R – трубная коническая наружная;
К – дюймовая коническая;
МК – коническая метрическая;
Кр – круглая для шпинделей сантехнической арматуры;
Е – круглая для электротехнической арматуры.
Слайд 63
Обозначение резьбы
В обозначении метрической цилиндрической
резьбы после буквы М указывают номинальный диаметр резьбы в
миллиметрах, для мелкой – шаг в миллиметрах, для многозаходной – число заходов и в скобках шаг.
Слайд 64
Пример обозначения наружной резьбы среднего класса точности
М24-6g;
М24-2-6e;
М24-3(Р1)-6e (ход – 3 мм,
шаг – 1 мм, 6е – поле допуска);
М24LH – левая наружная резьба,
М24-3(Р1)LH-6e – наружная левая трехзаходная.
Слайд 65
Обозначение трубной резьбы
Условное обозначение трубной цилин-
дрической резьбы состоит из буквы G, размера резьбы в
дюймах, класса точности среднего диаметра и при необходимости длины свинчивания в миллиметрах. Посадку обозначают дробью, в числителе которой ставят обозначение класса точности внутренней резьбы, в знаменателе – наружной:
G 11/2 – A/A, G 1 1/2 – A/B.
Слайд 66
Пример обозначения конической резьбы
Так как у конической резьбы
диаметр непрерывно изменяется, то ее размер относят к сечению
в основной плоскости (примерно по середине длины наружной резьбы). Пример обозначения конической резьбы приведен на рис. Внутренняя резьба Rc 11/2 и наружная R 11/ 2
в примере равны полутора дюймам.
Rc 11/2
R 11/2
Слайд 67
Виды соединений составных частей изделия
Соединения подразделяются на разъемные
и неразъемные.
Pазъемными называются соединения, котоpые pазбиpаются без наpушения целостности
деталей и сpедств соединения. Эти соединения подpазделяются на два вида: неподвижные и подвижные.
К неподвижным pазъемным соединениям относятся те, в котоpых относительное пеpемещение деталей исключается (болтовое и шпилечное соединения, соединения пpи помощи винтов, фитингов и дp.)
Слайд 70
В. Я. Шевченко
Неразъемные соединения деталей. Соединение сваркой.
Омск 2003
Слайд 71
Сварные соединения
Сварка – один из наиболее прогрессивных способов
соединения составных частей изделия. Этот способ имеет значительные преимущества
перед литьем и соединениями заклепками. Существует много видов сварки и способов их осуществления. Стандарты на типы и конструктивные элементы швов сварных соединений представлены в табл.
Слайд 74
Стандарты на типы и конструктивные элементы швов сварных
соединений
5264-80 Ручная дуговая сварка. Соединения сварные
8713-79 Сварка
под флюсом. Соединения сварные
11533-75 Автоматическая и полуавтоматическая дуговая сварка флюсом. Соединения сварные под острыми и тупыми углами
14771-76 Дуговая сварка в защитном газе. Соединения сварные
14776-79 Дуговая сварка. Соединения сварные
14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные
15164-78 Электрошлаковая сварка. Соединения сварные
15878-79 Контактная сварка. Соединения сварные
16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта
23518-79 Дуговая сварка в защитных газах. Соединения сварные подострыми и тупыми углами
23792-79 Соединения контактные электрические сварные
Слайд 75
Виды сварных соединений
Различают следующие виды сварных соединений: стыковое
,
нахлесточное,
угловое,
тавровое и торцовое, их соответственно обозначают
буквами С, У, Н, Т, Тр.
Кромки свариваемых деталей могут быть подготовлены с отбортовкой, без скосов, со скосом одной кромки (е), со скосом обеих кромок (б), с двумя симметричными скосами одной кромки (з) и др.
Шов может быть односторонним и двусторонним,
с остающейся или удаляемой подкладкой.
Слайд 76
Примеры видов сварных соединений
Слайд 77
Графическое изображение сварного соединения
Условные изображения и обозначения
швов сварных соединений устанавливает ГОСТ 2.312-72.
Условно видимые швы сварных
соединений выполняют основной сплошной толстой линией (рис. а), невидимые – штриховой (рис. б), видимую одиночную сварную точку обозначают знаком «+» (рис. в), невидимые точки не указывают. Для обозначения сварки от изображения шва (или одиночной точки) проводят линию выноску, заканчивающуюся односторонней стрелкой (см. рис. а). Лицевой стороной одностороннего сварного соединения является сторона, с которой производят сварку.
Слайд 78
Условное обозначение стандартного шва
В условном обозначении стандартного сварного
шва или одиночной точки на чертеже указывают:
Слайд 80
поз. 1 – обозначение стандарта на типы и

конструктивные элементы швов сварных соединений (см. табл. 1);
поз. 2
– буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений;
поз. 3 – условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов сварных соединений (допускается не указывать);
поз. 4 – знак (прямоугольный треугольник) и размер катета по стандарту на типы и конструктивные элементы швов сварных соединений;
поз. 5 – для прерывистого шва – длину провариваемого участка, обозначение знака 4 или 5 (см. табл. 2) и шаг; для одиночной сварной точки – расчетный диаметр точки; для шва контактной точечной сварки или электрозаклепочного – расчетный диаметр точки или электрозаклепки, обозначение знака 4 или 5 (см. табл. 2) и шаг; для шва контактной шовной сварки – расчетную ширину шва; для прерывистого шва контактной шовной сварки – расчетную ширину шва, знак умножения, длину провариваемого участка, обозначение знака 4 (см. табл. 2) и шаг;
поз. 6 – обозначение вспомогательных знаков 7, 2 или 1 (см. табл. 2);
поз. 7 – обозначение вспомогательных знаков 6 и 3 (см. табл. 2).
Слайд 81
Размеры знаков условного обозначения
При нанесении условного обозначения необходимо
помнить, что вспомогательные знаки, входящие в условное обозначение, имеют
одинаковую высоту с цифрами и выполняются сплошными тонкими линиями. Назначение и расположение знаков представлены в табл. 2.
Слайд 82
Усиление шва снять
Назначение и расположение условных
знаков
Наплывы неровностей шва обработать с плавным переходом к
основному металлу
Шов прерывистый или точечный с шахматным расположением
Шов выполнить при монтаже изделия, т. е. при установке его
по монтажному чертежу на месте применения
Шов прерывистый или точечный с цепным расположением.
Угол наклона линии − около 60º
Шов по замкнутой линии. Диаметр знака − 3 − 5 мм
Шов по незамкнутой линии. Знак применяют, если расположение
шва ясно из чертежа
с лицевой стороны
с оборотной
стороны
Слайд 83
Примеры условных изображений сварных соединений
Шов стыкового соединения со скосом одной кромки, двусторонний, со
снятием выпуклости с обеих сторон, с требуемой шероховатостью обработанных поверхностей, выполняемый ручной дуговой сваркой (ГОСТ 5264-80.) Слева изображена форма поперечного сечения шва, условное обозначение которого – С8. Материал свариваемых частей – углеродистая сталь толщиной 3 − 60 мм;
Слайд 84
Нахлесточное соединение
Верхний шов (на чертеже изображен штриховой линией)
нахлесточного соединения, нижний – таврового. Оба шва прерывистые цепные
(высота катета равна 5 мм, длина провариваемого участка ℓ − 50,
шаг выполнения провариваемых участков t − 100 мм), выполняемые ручной дуговой сваркой при монтаже по незамкнутым линиям;
Слайд 85
Нахлесточное соединение 2
Нахлесточное соединение, осуществляемое контактной сваркой в
трех сварных точках, расчетный диаметр точки – 5 мм;
Слайд 86
Соединение под тупым углом
соединение под тупым углом со
скосом одной кромки (У4), выполняемое по ГОСТ 23518-79 дуговой
сваркой в инертных газах плавящимся электродом (ИП) по замкнутой линии.
Слайд 87
ИЗОБРАЖЕНИЕ ПАЯНЫХ СОЕДИНЕНИЙ
Пайкой называется процесс получения неразъемного
соединения путем местного нагрева соединяемых деталей ниже температуры их
автономного плавления, заполнения зазора между деталями расплавленным припоем и сцепления их при кристаллизации шва.
Припой – металл или сплав, вводимый в расплавленном состоянии в зазор между соединяемыми деталями и имеющий более низкую температуру начала автономного плавления, чем соединяемые детали.
Слайд 88
Виды припоя
ПОС – оловянно-свинцовые,
ПСр – серебряные,
ПП – цинковые,
ПМЦ – латунные и др.
Выпускают припой
в виде проволоки (Прв), прутков (Пт), лент (Л) и др.
Марку припоя записывают в технических требованиях (ТТ) по типу:
ПОС 40 ГОСТ 21931-76 (без указания сортамента) или
Припой Прв КР2 ПОС 40 ГОСТ 21931-76 (с указанием сортамента), где Прв КР2 – проволока круглого сечения диаметром 2 мм; число 40 указывает содержание олова в процентах (остальное – свинец).
Слайд 89
Швы паяные
Паяные швы (П) подразделяют на стыковые
(ПВ-1,
ПВ-2, ...),
(ПН-1, ПН-2, ...), нахлесточные
(ПУ-1, ПУ-2, ...), угловые
(ПТ-1,
ПТ-2, ...), тавровые
(ПС-1, ПС-2, ...) соприкасающиеся и др.
Слайд 90
Условный знак пайки
Швы на видах и
разрезах изображают сплошной линией толщиной 2S согласно ГОСТ 2.313-82).
На линии-выноске, выполняемой тонкой линией и начинающейся от изображения шва двусторонней стрелкой (а не односторонней, как у сварного шва), помещают
условный знак пайки (похожий на букву С), наносимый основной линией
Шов по замкнутой линии обозначается тем же знаком, что и аналогичный сварной шов.
Слайд 91
Изображение соединений, получаемых склеиванием
Склеиванием называют процесс получения неразъем-
ного соединения
деталей за счет соединения их клеем. Знак пайки заменяют знаком склеивания, похожим на букву К