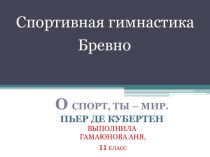
б) микрорельеф обработанной поверхности в виде сетки
Dr1 – главное
движение резания (вращение хона);Dr2 – движение подачи (возвратно-поступательное движение хона)
h – высота заготовки;
d – диаметр обрабатываемого отверстия;
n – вылет бруска хона в крайнем верхнем положении;
t – шаг брусков в крайнем верхнем положении;
θ – угол пересечения следов абразивных зерен;
1 – нижнее положение бруска;
2, 3 – верхние положения бруска.