Слайд 2
Технология изготовления печатных плат
Технология металлизации печатных плат
Формирование рисунка
печатных плат
Травление меди с пробельных мест
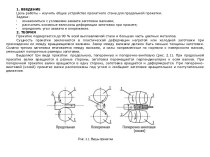
Подготовительные операции производства
печатных плат
Особенности изготовления многослойных печатных плат
Контроль и испытание плат
Гибкое автоматизированное производство печатных плат
Вопросы для самопроверки
Слайд 3
ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ПЕЧАТНЫМ
ПЛАТАМ
Печатные платы - это элементы конструкции, которые
состоят из плоских проводников в виде участков металлизированного покрытия, размещенных на диэлектрическом основании и обеспечивающих соединение элементов электрической цепи. Они получили широкое распространение в производстве модулей, ячеек и блоков РЭА благодаря следующим преимуществам по сравнению с традиционным монтажом проводниками и кабелями:
Слайд 4
Увеличение плотности монтажных соединений и возможность микроминиатюризации изделий;
получение печатных проводников, экранирующих поверхностей и ЭРЭ в одном
технологическом цикле;
гарантированная стабильность и повторяемость электрических характеристик (проводимости, паразитных емкости и индуктивности);
повышенная стойкость к климатическим и механическим воздействиям;
унификация и стандартизация конструктивных и технологических решений;
Слайд 5
увеличение надежности;
возможность комплексной автоматизации монтажно-сборочных и контрольно-регулировочных работ;
снижение
трудоемкости, материалоемкости и себестоимости
К недостаткам следует
отнести сложность внесения изменений в конструкцию и ограниченную ремонтопригодность.
Слайд 6
В настоящее время применяются односторонние печатные
платы (ОПП), двусторонние (ДПП) и многослойные (МПП) платы. Классификация
в этом случае ведется по числу проводящих слоев.
Элементами ПП являются:
диэлектрическое основание,
металлическое покрытие в виде рисунка печатных проводников и контактных площадок,
монтажные и фиксирующие отверстия.
Слайд 7
Диэлектрическое основание ПП или МПП должно
быть однородным по цвету (на рисунке - зеленое), монолитным
по структуре и не иметь внутренних пузырей и раковин, посторонних включений, сколов, трещин и расслоений. Проводящий рисунок ПП должен быть четким, с ровными краями, без вздутий, отслоений, подтравливания, разрывов, темных пятен, следов инструмента и остатков технологических материалов. Для повышения коррозионной стойкости и улучшения паяемости на поверхность проводящего рисунка наносят электролитическое покрытие, которое должно быть сплошным, без разрывов, отслоений и подгаров.
Слайд 8
Монтажные и фиксирующие отверстия должны быть
расположены в соответствии с требованиями чертежа и иметь допустимые
отклонения, определяемые классом точности ПП. Для повышения надежности паяных соединений внутреннюю поверхность монтажных отверстий покрывают слоем меди толщиной не менее 25 мкм. Покрытие должно быть сплошным, без включений, пластичным, с мелкокристаллической структурой и прочно сцепленным с диэлектрическим основанием. Оно должно выдержать токовую нагрузку 250 А/мм2 в течение 3 с при нагрузке на контакты 1... 1,5 Н и четыре (для МПП - три) перепайки выводов без изменения внешнего вида, подгаров и отслоений.
Слайд 9
Контактные площадки представляют собой участки металлического
покрытия, которые соединяют печатные проводники с металлизацией монтажных отверстий.
Их площадь должна быть такой, чтобы не было разрывов при сверлении и остался гарантийный поясок меди шириной не менее 50 мкм. Разрывы контактных площадок не допускаются, так как при этом уменьшаются токонесущая способность проводников и адгезия к диэлектрику. Контактные площадки монтажных отверстий должны равномерно смачиваться припоем за время 3... 5 с и выдерживать не менее трех (МПП - двух) перепаек без расслоения диэлектрика, вздутий и отслаивания.
Слайд 10
В процессе производства возникает деформация ПП, которая
приводит к их изгибу и скручиванию, затрудняющих последующую сборку.
Величина деформации определяется механической прочностью фольгированных диэлектриков, характером напряженного состояния после стравливания фольги, правильностью режимов нагрева и охлаждения. При воздействии на ПП повышенной температуры 260 ... 290 °С в течение 10 с не должно наблюдаться разрывов проводящего покрытия, отслоений от диэлектрического основания.
Слайд 11
В зависимости от числа нанесенных печатных
проводящих слоев ПП разделяются на одно-, двусторонние и многослойные.
Односторонние печатные платы (ОПП) выполняются на слоистом прессованном или рельефном литом основании без металлизации (а) или с металлизацией (б) монтажных отверстий.
Слайд 12
Платы на слоистом диэлектрике просты по
конструкции и экономичны в изготовлении. Их применяют для монтажа
бытовой радиоаппаратуры, блоков питания и устройств техники связи. Низкие затраты, высокие технологичность и нагревостойкость имеют рельефные (трехмерные) литые ПП, на одной стороне которых расположены элементы печатного монтажа, а на другой - объемные элементы (корпуса соединителей, периферийная арматура для крепления деталей и ЭРЭ, теплоотводы и др.). В этих платах за один технологический цикл получается вся конструкция с монтажными отверстиями и специальными углублениями для расположения ЭРЭ, монтируемых на поверхность.
Слайд 13
Двусторонние печатные платы (ДПП) имеют проводящий
рисунок на обеих сторонах диэлектрического (в) или металлического (г)
основания.
Слайд 14
Электрическая связь слоев печатного монтажа осуществляется
с помощью металлизации отверстий. Двусторонние ПП обладают повышенной плотностью
монтажа и надежностью соединений. Они используются в измерительной технике, системах управления и автоматического регулирования. Расположение элементов печатного монтажа на металлическом основании позволяет решить проблему теплоотвода в сильноточной и радиопередающей аппаратуре.
Слайд 15
Многослойные печатные платы (МПП) состоят из
чередующихся слоев изоляционного материала и проводящего рисунка, соединенных клеевыми
прокладками в монолитную структуру путем прессования. Электрическая связь между проводящими слоями выполняется специальными объемными деталями, печатными элементами или химико-гальванической металлизацией. По сравнению с ОПП и ДПП они характеризуются повышенной надежностью и плотностью монтажа, устойчивостью к механическим и климатическим воздействиям, уменьшением размеров и числа контактов.
Слайд 16
Гибкие печатные платы (ГПП) оформлены конструктивно
как ОПП или ДПП, но выполняются на эластичном основании
толщиной 0,1 ... 0,5 мм. Они применяются в тех случаях, когда плата после изготовления подвергается вибрациям, многократным изгибам или ей после установки ЭРЭ необходимо придать компактную изогнутую форму. Разновидностью ГПП являются гибкие печатные кабели (ГПК), которые состоят из одного или нескольких непроводящих слоев с размещенными печатными проводниками. Толщина ГПК колеблется от 0,06 до 0,3 мм. Они широко применяются для межсоединений узлов и блоков РЭА
Слайд 17
Проводные печатные платы представляют собой диэлектрическое
основание, на котором выполняются печатный монтаж или его отдельные
элементы (контактные площадки, шины питания и заземления), а необходимые электрические соединения проводят изолированными проводами диаметром 0,1 ... 0,2 мм. Эти платы нашли применение на этапах макетировании, разработки опытных образцов, в условиях мелкосерийного производства, когда проектирование и изготовление МПП неэкономично.
Слайд 18
Методы изготовления ПП разделяют на две
группы:
субтрактивный
Аддитивный
В субтрактивных методах в качестве основания для печатного
монтажа используют фольгированные диэлектрики, на которых формируется проводящий рисунок путем удаления фольги с непроводящих участков. Дополнительная химико-гальваническая металлизация монтажных отверстий привела к созданию комбинированных методов изготовления ПП.
Слайд 19
Аддитивные методы основаны на избирательном осаждении
токопроводящего покрытия на диэлектрическое основание, на которое предварительно может
наноситься слой клеевой композиции. По сравнению с субтрактивными они обладают следующими преимуществами:
однородностью структуры, так как проводники и металлизация отверстий получаются в едином химико-гальваническом процессе;
устраняют подтравливание элементов печатного монтажа;
Слайд 20
улучшают равномерность толщины металлизированного слоя в отверстиях;
повышают плотность
печатного монтажа (ширина проводников составляет 0,13 ... 0,15 мм);
упрощают
ТП из-за устранения ряда операций (нанесения защитного покрытия, травления)
экономят медь, химикаты для травления и затраты на нейтрализацию сточных вод;
уменьшают длительность производственного цикла.
Слайд 21
По способу создания токопроводящего покрытия аддитивные
методы разделяются на
химические
химико-гальванические
При химическом процессе на каталитически
активных участках поверхности происходит химическое восстановление ионов металла для обеспечения толщины покрытия в отверстиях не менее 8 мкм. В разработанных растворах скорость осаждения меди 2... 4 мкм/ч и для получения необходимой толщины процесс продолжается длительное время.
Слайд 22
Более производительным является химико-гальванический метод, при
котором химическим способом выращивают тонкий (1 ... 5 мкм)
слой по всей поверхности платы, а затем его усиливают избирательно электролитическим осаждением. Предварительная химическая металлизации предполагает электрическое соединение всех элементов печатной платы.
Слайд 23
Разновидностью аддитивных методов является фотоформирование проводящего
рисунка схемы, при котором из процесса исключается фоторезист. На
поверхность заготовки наносится состав, содержащий ионы металла (меди, палладия), которые восстанавливаются под действием ультрафиолетового облучения через фотошаблон и инициируют последующее формирование толстослойной металлизации. Осажденный слой обладает хорошей адгезией к диэлектрику, а полученные проводники имеют ширину 0,08... 0,1 мм.
Слайд 24
Основными методами, применяемыми в промышленности для
создания рисунка печатного монтажа, являются:
офсетная печать,
сеткография,
фотопечать.
Выбор метода определяется
конструкцией ПП, требуемой точностью и плотностью монтажа, производительностью оборудования и экономичностью процесса.
Слайд 25
Метод офсетной печати состоит в изготовление
печатной формы, на поверхности которой формируется рисунок слоя. Форма
закатывается валиком трафаретной краской, а затем офсетный цилиндр переносит краску с формы на подготовленную поверхность основания ПП. Метод применим в условиях массового и крупносерийного производства с минимальной шириной проводников и зазоров между ними 0,3…0,5 мм и с точностью воспроизведения изображения +0,2 мм. Ее недостатками являются высокая стоимость оборудования, необходимость использования квалифицированного обслуживающего персонала и трудность изменения рисунка платы
Слайд 26
Сеткографический метод основан на нанесении специальной краски
на плату путем продавливания ее резиновой лопаткой (ракелем) через
сетчатый трафарет, на котором необходимый рисунок образован ячейками сетки, открытыми для продавливания. Метод обеспечивает высокую производительность и экономичен в условиях массового производства. Точность и плотность монтажа аналогичны предыдущему методу.
Слайд 27
Самой высокой точностью ( + 0,05
мм ) и плотностью монтажа, соответствующими 3-5 классу (ширина
проводников и зазоров между ними 0,1…0,25 мм), характеризуется метод фотопечати. Он состоит в контактном копировании рисунка печатного монтажа с фотошаблона на основание, покрытое светочувствительным слоем (фоторезистором).
Однослойные ПП и ГПК изготавливают преимущественно субтрактивным сеточно-химическим или аддитивным методом, а МПП и ГПП – химико-гальваническим аддитивным или комбинированным фотохимическими (негативным или позитивным) методами.
Слайд 28
Технология изготовления многослойных печатных плат.
Технология МПП на
типовых операциях получения ОПП и ДПП и некоторых специфических
процессах, таких как прессование слоев, создание межслойных соединений и др. Классификация МПП по методам создания межслойных соединений приведена на рисунке.
Слайд 29
Выбор метода изготовления МПП определяется следующими факторами:
числом слоев
надежностью
межсоединений плотностью монтажа
видом выводов устанавливаемых ЭРЭ и ИС
ремонтопригодностью
возможностью механизации
и автоматизации
длительностью производственного цикла
экономичностью
Слайд 30
Технология изготовления плат на керамических основаниях
Повышение
требований к качеству ПП и стабильности их параметров привело
к созданию ПП и МПП на керамических и полиамидных основаниях. Для изготовления таких плат применяются многочисленные методы, основанные на тонко- и толсто-пленочной технологии. При использовании тонкопленочной технологии диэлектрические и токопроводящие слои наносят с помощью одного из методов вакуумного испарения, которые характеризуются разнообразием применяемых материалов и возможностью создания многослойных структур в одном технологическом цикле. Недостатками метода являются низкая производительность, сложность, технологического оборудования, необходимость вакуума.
Слайд 31
Технология изготовления плат на полиимидных основаниях
Технологический
процесс изготовления МПП на полиимидных пленках начинается с изготовления
ДПП. С помощью двустороннего фототравления за один цикл формируются монтажные отверстия диаметром 50... 70 мкм на пленке толщиной 50 мкм. При травлении образуется конусообразная форма отверстий, удобная для последующей вакуумной металлизации (например, Cr-Cu толщиной 1...2 мкм). После избирательного усиления металлизации слоем гальванической меди и технологическим покрытием (Sn-Ni, Sn-Bi, Sn-Pb) платы поступают на сборку.
Слайд 32
Многослойные ПП получают приклеиванием двухслойных плат
через фигурные изоляционные прокладки из полиимида к жесткому основанию,
на котором предварительно сформированы контактные площадки. В качестве основания используются металлические пластины с изолирующим слоем (анодированный алюминий, эмалированная сталь и др.). Электрическое соединение отдельных слоев проводится пайкой в вакууме. Таким образом, можно формировать платы с 15... 20 слоями.
Слайд 33
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА ПЕЧАТНЫХ ПЛАТ И ИХ
ХАРАКТЕРИСТИКИ
слоистые диэлектрики и фольга
Для изготовления
ПП широкое распространение получили слоистые диэлектрики, состоящие из наполнителя и связующего вещества (синтетической смолы, которая может быть термореактивной или термопластичной), керамические и металлические (с поверхностным диэлектрическим слоем) материалы.
Слайд 34
Выбор материала определяется:
электроизоляционными свойствами,
механической прочностью,
обрабатываемостью,
стабильностью параметров
при воздействии агрессивных сред и изменяющихся климатических условий,
себестоимостью.
Слайд 35
Большинство диэлектриков выпускается промышленностью с проводящим
покрытием из тонкой медной электролитической фольги, которая для улучшения
прочности сцепления с диэктрическим основанием с одной стороны оксидирована или покрыта слоем хрома (1 ... 3 мкм). Фольга характеризуется высокой чистотой состава (99,5%), пластичностью, высотой микронеровностей 0,4... 0,5 мкм. В качестве основы в слоистых пластиках используют электроизоляционную бумагу (гетинакс) или чаще стеклянную ткань (стеклотекстолит). Их пропитывают фенольной или фенолоэпоксидной смолой. Фольгирование диэлектриков с одной или с двух сторон осуществляют прессованием при температуре 160... 180 °С и давлении 5 ...15 МПа.
Слайд 36
Для ПП, эксплуатирующихся в сложных климатических
условиях, а также для высококачественной аппаратуры используют стеклотекстолиты. Они
отличаются широким диапазоном рабочих температур, низким водопоглощением, высокими значениями объемного и поверхностного сопротивлений, стойкостью к короблению. Нефольгированные диэлектрики применяют при полуаддитивном и аддитивном методах производства ПП. Для улучшения прочности сцепления металлического покрытия с основанием на его поверхность наносят тонкий полуотвержденный клеевой слой. Введение в лак, пропитывающий стеклоткань, 0,1... 0,2 мас. % палладия, смеси палладия с оловом или закиси меди незначительно снижает сопротивление изоляции, но повышает качество металлизации.
Слайд 37
склеивающие прокладки
Соединение отдельных слоев МПП
осуществляют специальными склеивающими прокладками, которые изготавливают из стеклоткани, пропитанной
недополимеризованной эпоксидной смолой (препрег).
Содержание смолы в прокладках должно быть в пределах 42 ... 52 %, а летучих веществ - не более 0,75 %. Длительное сохранение клеящих свойств межслойных прокладок достигается их консервацией в герметически упакованных полиэтиленовых мешках при пониженной (+10 °С) температуре.
Слайд 38
армированные фольгированные пленки
Для производства печатных
кабелей применяют армированные фольгированные пленки из фторопласта-4 (ФАФ-4Д) и
полиэфирные пленки (ПЭТФ). Прямое прессование медной фольги с термопластичным основанием позволяет добиться геометрической стабильности материала при кратковременном изменении температуры до 180... 200 °С. Более высокой термостабильностью (до 250 °С), прочностью на растяжение, несгораемостью, радиационной стойкостью, а также способностью к равномерному травлению в щелочных растворах обладают полиимидные пленки.
Слайд 39
Но высокая стоимость и водопоглощение ограничивают
их широкое применение коммутационными ДПП и МПП в микроэлектронной
аппаратуре. Термопластичные материалы, обладающие повышенной текучестью, используются при изготовлении рельефных ПП. К ним относятся сложные композиции, основу которых составляют полиэфирсульфоны и полиэфиримиды. Введение в пластмассы стеклянного наполнителя увеличивает их рабочую температуру до 260°С, что позволяет проводить пайку монтируемых элементов расплавлением дозированного припоя в паровой фазе.
Слайд 40
основания плат СВЧ
В качестве основы
для ПП СВЧ-диапазона используют неполярные полимеры (фторопласт, полиэтилен, полипропилен),
полярные (полистирол, полифениленоксид) и их сополимеры. Направленное изменение свойств термопластичных материалов достигается наполнением (алунд, двуокись титана), армированием (стеклоткань) и плакированием (медная фольга).
Слайд 41
керамические основания
Керамические материалы характеризуются высокой
механической прочностью, которая незначительно изменяется в диапазоне температур 20
... 700°С, стабильностью электрических характеристик и геометрических параметров, низким (0... 0,2%) водопоглощением и газовыделением при нагреве в вакууме, хрупкостью и высокой стоимостью. Промышленность выпускает их в виде пластинок размером от 20x16 до 60x48 мм с высотой микронеровностей 0,02 ... 0,1 мкм и разнотолщинностыо ±0,01... 0,05 мм. Они предназначены для изготовления одно- и многослойных коммутационных плат микросборок, для ПП СВЧ-диапазона.
Слайд 42
Изготавливают керамические платы прессованием, литьем под
давлением или отливкой пленок. Процесс получения плат из керамических
пленок позволяет снизить их шероховатость, разнотолщинность, расширить технологические возможности при изготовлении МПП. Он состоит в следующем.
Мелкоизмельченное минеральное сырье тщательно смешивается с технологической связкой, состоящей из поливинилбутираля, дибутилфталата, этилового спирта, и загружается в литьевую машину. Под действием собственного веса керамическая масса равномерно истекает через фильеру и попадает на подложку из полиэтилентерефталата, которая разматывается из рулона. Между фильерой и подложкой на всей ее ширине устанавливается одинаковый зазор 0,15... 0,2 мм, который определяет толщину заготовки.
Слайд 43
Отлитую керамическую пленку отделяют от подложки,
разрезают на отрезки длиной 150... 200 мм и выдерживают
в технологической таре 24 ч; разнотолщинность пленки не должна превышать 20 мкм. . После этого отрезки пленки собирают в пакеты и 3 - 4 раза пропускают через вальцы, постепенно уплотняя пленку до установленной толщины. Керамические детали из пленки вырубают на гидравлическом прессе, а затем обжигают в электропечи в два этапа: предварительный обжиг при температуре 1100 ± 50°С в течение 1 ч, окончательный отжиг в среде водорода или в вакууме при температуре 1620 ± 40 °С в течение 24 ч. Полученные пластины шлифуют алмазными кругами до заданной шероховатости.
Слайд 44
металлические платы
Металлические платы применяются в
изделиях с большой токовой нагрузкой, работающих при повышенных температурах.
В качестве основы используется алюминий или сплавы железа с никелем. Изолирующий слой на поверхности алюминия получают анодным оксидированием. Варьируя состав электролита и режим электролиза, можно формировать оксидные пленки толщиной от нескольких десятков до сотен микрон с сопротивлением изоляции 109... 1010 Ом. На стальных основаниях изолирование токопроводящих участков осуществляют с помощью специальных эмалей, изготавливаемых в виде тонких пленок.
Слайд 45
В состав эмалей входят оксиды магния,
кальция, кремния, бора, бериллия, алюминия или их смеси, связка
(поливинилхлорид, поливинилацетат, метилметакрилат) и пластификатор. Пленка соединяется с основанием путем прокатки между вальцами с последующим вжиганием. Таким образом, можно создавать многослойные структуры с различными механическими и электрическими характеристиками. Следует помнить, что наличие магнитных материалов в конструкции платы приводит к замедлению скорости распространения электромагнитной волны в линиях связи, которые реализуются на плате.
Слайд 46
контроль параметров
Соответствие физико-механических свойств
и других качественных характеристик конструкционных материалов, используемых при изготовлении
ПП и МПП, требованиям технических условий устанавливается входным контролем предприятия по стандартным методикам. Одновременно контролируются технологические свойства материалов. Испытание на пробивку отверстий (ГОСТ 24649-81) проводится на тестовой плате в нормальных климатических условиях или при нагреве 40... 60 °С
Слайд 47
Штампуемость к = а/b,
а - самая узкая неповрежденная ширина перемычки
Ь - толщина материала.
Устойчивость к действию растворителей проверяется путем помещения заготовки на 2 мин в пары трихлорэтилена. После этого на ней не должно наблюдаться вздутий и расслоения.
Содержание смолы в прокладочной стеклоткани контролируется взвешиванием тестовой платы до, и после пребывания в термошкафу в течение 30 ... 40 мин при температуре 500... 600 °С
Слайд 48
Проверяется также влияние технологических операций на
прочность сцепления фольги с диэлектриком. Для этого на тестовой
плате размером 50x120 мм изготавливается несколько проводников шириной 3 мм. Метолом отслаивания определяется прочность сцепления в исходном состоянии, и после воздействия технологических факторов (например, времени травления).
Слайд 49
ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ДЛЯ ПРОИЗВОДСТВА ПЕЧАТНЫХ ПЛАТ И ОСОБЕННОСТИ
ЕЕ ИЗГОТОВЛЕНИЯ
Фотошаблоны
Точность и разрешающая способность получаемых
ПП в первую очередь определяются качеством используемой специальной технологической оснастки, основными видами которой являются фотошаблоны, сетчатые трафареты и печатные формы (клише).
Слайд 50
Фотошаблон - это графическое позитивное или
негативное изображение рисунка печатного монтажа, выполненного в натуральную величину
на светопроницаемом основании. По назначению они разделяются на контрольные, которые хранятся в специальном помещении как эталоны, и рабочие, которые изготавливаются с контрольных методом контактной печати и служат для перенесения имеющегося на них рисунка на плату.
Изображение элементов на фотошаблоне должно соответствовать требованиям чертежа и быть черно-белым, контрастным с четкими и ровными границами. На рабочем поле фотошаблона не допускаются, ореолы, пятна, точки, разрывы, полосы и другие видимые дефекты. Фотошаблон должен быть износостойким, иметь минимальную деформацию при изменении температуры и влажности окружающей среды, а также в процессе производства.
Слайд 51
Рабочие фотошаблоны изготавливают на малоусадочных (не
более 0,01 0,03%) фотопленках. Из готового оригинала контрольные фотошаблоны получают
масштабным фотографированием на фоторепродукционных полиграфических камерах с объективами, имеющими высокую разрешающую способность. Рабочие фотошаблоны изготавливают контрольным способом контактной печати. Если ТП предусматривает обработку групповой заготовки (при мерах ПП до 100 мм), то на специальном оборудовании (фотоштампах) методом мультипликации получают групповой фотошаблон с точным расположением рисунков рядами и строками, общими элементами совмещения общим машинным нулем отсчета координат программного сверления отверстий.
Слайд 52
Более прогрессивным является метод получения фотошаблонов
сканирующим световым лучом непосредственно на фотопластине (без изготовления оригинала)
с помощью высокопроизводительных координатографов, работа которых управляется ЭВМ.
Слайд 53
оригиналы
Обычно фотошаблоны получают на основе оригинала
ПП, выполненного на материале, который имеет стабильные размеры .),
но в увеличенном масштабе 2:1,4:1,10:1. Оптимальный масштаб выбирается исходя из габаритов ПП, требуемой точности получения фотошаблона и погрешности изготовления оригинала, выбранным методом:
М=δор δфш
где δор,δфш - половина поля допуска на изготовление оригинала и фотошаблона.
Слайд 54
Основными методами получения оригиналов являются:
вычерчивание,
наклеивание липкой ленты
(аппликация),
вырезание эмали,
сканированием световым лучом.
Слайд 55
Вычерчивание изображения оригинала на специальной бумаге
или малоусадочной пленке, на которую предварительно наносится непроявляющейся синей
краской с шагом 2,5+0,05 мм координатная сетка осуществляют вручную с помощью чертежных инструментов или на автоматическом чертежном аппарате, управляемом координатографом. Высокая трудоемкость процесса и низкая точность изготовления оригинала (±0,2 ... 0,5 мм) ограничивают применение ручного метода для макетных работ.
Слайд 56
Метод аппликаций состоит в наклеивании на
прозрачное основание калиброванных одиночных и групповых элементов, изготовленных из
светонепроницаемой безусадочной антистатической пленки. Для получения изображения ДПП на одну сторону основания наклеивают красные (желтые) элементы, а на другую - синие (фиолетовые). Последующее фотографирование через соответствующий светофильтр обеспечивает получение совмещенного оригинала рисунков с точностью ±0,2 мм. Метод рекомендуется для изготовления ОПП и ДПП, простых по конструкции, с пониженной плотностью монтажа.
Слайд 57
Наибольшую точность изготовления оригиналов ПП (±0,05
мм) обеспечивает метод вырезания эмали. Для этого на прозрачное
основание наносят равномерный слой гравировальной черной эмали марки ПП, которую после сушки вырезают с пробельных мест на универсально-расточных станках, снабженных измерительными микроскопами, или на координатографах с ручным или программным управлением. В качестве инструмента используются пунктирные иглы, граверные резцы, рейсфедеры с алмазными наконечниками. Подбором оптимального давления на инструмент добиваются удаления эмали на всю толщину слоя.
Слайд 58
сетчатые трафареты
Сетчатые трафареты представляют собой
металлическую раму из алюминиевого сплава, на которую натянут тканый
материал. К материалу ткани предъявляются следующие требования:
величина просветов должна быть в 1,5-2 раза больше толщины нитей;
на ткани не должно быть дефектов
она должна быть прочной на разрыв
устойчивой к истиранию, эластичной и практически не должна растягиваться в процессе работы
ячейки ткани не должны взаимодействовать с растворителями краски.
Слайд 59
Наибольшей точностью и долговечностью обладают металлические
сетки из нержавеющей стали или фосфористой бронзы с размером
ячеек 40... 50 мкм, а наиболее эластичны сетки из капрона, лавсана, металлизированного нейлонового моноволокна.
Для изготовления сетчатого трафарета на поверхность рамы наносят клей и на нее укладывают нарезанную сетку. В пневматическом устройстве сетка равномерно натягивается таким образом, чтобы относительная деформация материала не превышала 6...8 % для капрона, 5...7 % для фосфористой бронзы и 2...3 % для нержавеющей стали.
Слайд 60
После этого сетка приклеивается к раме
и обезжиривается. Рисунок платы на поверхности сетки получают прямым
копированием через фотошаблон нанесенной фотополимерной композиции. Наносят фотополимер методом полива после создания временной подложки из полиэтилентерефталатной пленки и пластины оргстекла по высоте, равной высоте трафаретной рамы, или из ракель-кюветы при установке рамы под углом 20° к вертикали. Дальнейшие операции - экспонирование через фотошаблон, проявление и контроль качества. Хранятся сетчатые трафареты в вертикальном положении на складах-штабеллерах
Слайд 61
формы для офсетной печати
Конструктивно формы
для офсетной печати разделяются на три вида:
высокой печати,
глубокой печати,
с
расположением печатных участков в одной плоскости.
Изготавливают их из алюминия, цинка, сплавов на их основе и пластмасс с помощью травления, гравирования, прессования, обработки гидрофобизирующей жидкостью, сборки из отдельных элементов и др.
Слайд 62
Наиболее технологичной, точной и надежной оказалась
печатная форма для сухого офсета. Она представляет собой пластину
из алюминия толщиной 0,5... 1 мм, на которую наносится тонкая пленка силиконового лака, не смачиваемого трафаретной краской. На пленке при помощи лазерного гравировального автомата 04ФП-300.013 выжигается рисунок ПП. Использование печатной формы на станке офсетной печати 09ФП-300.003 обеспечивает на поле до 500x600 мм точность совмещения контактных площадок ±0,1 мм и производительность 300 отпечат./ч.
Слайд 63
МЕХАНИЧЕСКАЯ ОБРАБОТКА ПЕЧАТНЫХ ПЛАТ
обработка по контуру
Механическая
обработка включает раскрой листового материала на полосы, получение из
них заготовок, выполнение фиксирующих, технологических, переходных и монтажных отверстий, получение чистового контура ПП. Размеры заготовок определяются требованиями чертежа и наличием по всему периметра технологического поля, на котором выполняются фиксирующие отверстия для базирования деталей в процессе изготовления и тестовые элементы. При сборке МПП каждый слой при помощи фиксирующих отверстий надевается на базовые штыри специальной оснастки. Это гарантирует точное совмещение рисунков слоев платы.
Слайд 64
Выбор метода получения заготовок определяется типом
производства. В крупносерийном и массовом производстве раскрой листового материала
осуществляют штамповкой на кривошипных или эксцентриковых прессах с одновременной пробивкой фиксирующих отверстий на технологическом поле. В качестве инструмента применяют вырубные штампы, рабочие элементы которых изготовлены из инструментальных легированных сталей Для уменьшения вероятности образования трещин, сколов, расслоений и повышения точности обрабатываемый материал прижимают к плоскости матрицы фольгированной стороной, а углы режущих кромок скругляют
Слайд 65
Вырубку в штампах производят как в
холодном, так и в нагретом до 80... 100 "С
состоянии материала. Прогревают материал при получении сложного контура ПП и его толщине свыше 2 мм. Исполнительные размеры режущего
Заготовки ПП в единичном и мелкосерийном производстве получают разрезкой на одно- и многоножевых роликовых или гильотинных ножницах. Применяемые ножи должны быть установлены параллельно друг другу с минимальным зазором 0,01 ... 0,03 мм по всей длине реза.
Слайд 66
обработка отверстий
Фокусирующие отверстия диаметром 4...6
мм выполняют штамповкой или сверлением с высокой точностью (1...
0,05 мм). Для сверления используют универсальные станки, в которых точность достигается применением кондукторов (направляющих для свёрел), или специальное полуавтоматическое оборудование, которое в одном цикле с обработкой пакета заготовок предусматривает пневматическую установку штифтов, фиксирующих пакет.
Слайд 67
Аналогичными методами выполняют и технологические
отверстия, которые используют для предотвращения смещения заготовок слоев МПП
в процессе прессования, но к точности их обработки не предъявляются такие жесткие требования, как к точности обработки фиксирующих отверстий, по которым идет совмещение заготовок с Фотошаблонами и отдельных слоев в пакете.
Слайд 68
Монтажные и переходные отверстия получают также
штамповкой и сверлением. Пробивку отверстий на универсальных или специальных
штампах применяют в тех случаях, когда отверстие в дальнейшем не подвергается металлизации и его диаметр не менее 1 мм. При пробивке отверстий в односторонних фольгированных диэлектриках меняют штампы с увеличенным двусторонним зазором между пуансоном и матрицей, обеспечивающим затягивание фольги в отверстие, чем достигается его частичная металлизация.
Слайд 69
Металлизированные монтажные и переходные отверстия обрабатывают
с высокой точностью на специализированных одно- и многошпиндельных сверлильных
станках с ЧПУ. Эти станки имеют координатный стол с автоматической системой позиционирования, сверлильные шпиндели с бесступенчатым регулированием скорости и систему ЧПУ позиционного типа. Для обработки металлизированных отверстий используются специальные спиральные сверла из металлокерамических твердых сплавов. Номинальное значение диаметра сверла dсв следует выбирать исходя из зависимости
dсв = d + 0,7(δ1 + δ2)
d - номинальный диаметр отверстия, мм;
δ1 - допуск на этот диаметр, мм;
δ2 - допустимое уменьшение диаметра обрабатываемого отверстия после охлаждения слоистых пластиков, мм.
Слайд 70
Применяемые для обработки твердосплавные спиральные сверла
характеризуются:
оптимальным углом при вершине 120 ... 130°;
углом подъема спирали
15... 30°;
полированными поверхностями спиральных канавок;
радиальным биением рабочей части относительно хвостовика не более 0,01 мм;
наличием в рабочей части обратной конусности в пределах 0,02... 0,03 мм;
острыми режущими кромками с радиусом округления 8 мкм без выкрашивания и завалов;
симметричным расположением режущих кромок относительно оси рабочей части.
Слайд 71
чистовой контур
Чистовой контур ПП получают:
штамповкой
отрезкой
на гильотинных ножницах или специальных станках с прецизионными алмазными
пилами
фрезерованием
Технологические режимы и оснащения широко распространенных методов обработки приведены в таблице.
Слайд 72
ТЕХНОЛОГИЯ МЕТАЛЛИЗАЦИИ ПЕЧАТНЫХ ПЛАТ
химическая металлизация
Формирование
токопроводящих элементов ПП осуществляется двумя основными методами: химическим и
электрохимическим.
Химическая металлизация используется в качестве основного слоя при изготовлении плат аддитивным методом или как подслой перед гальваническим осаждением в комбинированных методах. Процесс химической металлизации основан на окислительно-восстановительной реакции ионов металла из его комплексной соли в определенной среде, при которой необходимые для восстановления катионов металла электроны получают в результате окисления специальных веществ, называемых восстановителями.
Слайд 73
Сенсибилизация - это процесс создания на поверхности
диэлектрика пленки ионов двухвалентного олова, которые впоследствии обеспечат восстановление
ионов активатора металлизации. Платы обрабатывают в растворе двуххлористого олова и соляной кислоты (SnCI2 - 5...10 г/л, HCI - 20...40 г/л, остальное - дистиллированная вода) в течение 5...7 мин и промывают в холодной воде. При этом происходит гидролиз хлористого олова по реакции
SnCI2 + Н2О -> Sn(OH)CI + HCI Sn(OH)CI +
+ Н2О -> Sn(OH)2 + HCI.
Слайд 74
Активирование заключается в том, что на
поверхности, сенсибилизированной двухвалентным оловом, происходит реакция восстановления ионов каталитического
металла. На плате происходят следующие реакции:
• на диэлектрике
Sn2+ + Pd2 ->Pd + Cu4+
• на поверхности фольги
Сu + Pd2 -> Pd + Сu2+
Для улучшения качества металлизации используют совмещенный раствор, в котором контактное выделение палладия существенно уменьшается. Совмещенный раствор имеет следующий состав ( г/л ):
PdCI2 - 0.8...1, SnCI2 2H2O - 40...70, KCI -140...150, HCI -150...200.
После активирования и промывки платы поступают на химическое меднение
Слайд 75
Основными проблемами химической металлизации являются:
низкая производительность,
сложность
процесса,
использование дорогостоящих материалов.
Для устранения указанных недостатков разрабатываются
методы беспалладиевой металлизации, например термохимический
Слайд 76
гальваническая металлизация
Гальваническая металлизация при производстве
ПП применяется для
усиления слоя химической меди;
нанесения металлического резиста, например
олово-свинец толщиной 8... 20 мкм с целью предохранения проводящего рисунка при травлении плат, защиты его от коррозии и обеспечения хорошей паяемости;
создания на части проводящего рисунка (например, на концевых печатных контактах) специальных покрытий (палладий, золото, родий и т. п.) толщиной 2... 5 мкм.
Слайд 77
Заготовки плат, закрепленные на специальных подвесках-токоподводах,
помещают в гальваническую ванну с электролитом между анодами, выполненными
из металла покрытия. Режим электрохимической металлизации выбирают таким образом, чтобы при высокой производительности были обеспечены равномерность толщины покрытия и его адгезия.
Адгезия гальванического покрытия зависит от качества подготовки поверхности под металлизацию, длительности перерыва между подготовкой поверхности и нанесением покрытия, от соблюдения режимов процесса.
Слайд 78
Для меднения ПП применяют различные электролиты.
Более пластичные и равномерные осадки получаются в сернокислых электролитах.
Для улучшения рассеивающей способности электролит добавляются блескообразующие и выравнивающие добавки, а процесс ведут непрерывной подачей свежего раствора меднения непосредственно в сквозные отверстия.
Слайд 79
нестационарный электролиз
Одним из эффективных путей
улучшения качества покрытий является использование нестационарных режимов электролиза. Осаждение
металла в этом случае проводится под действием периодических токов - импульсного, реверсивного, произвольной формы различной частоты и скважности. Под действием реверсивного тока происходит сглаживание микрорельефа покрытия, повышается его равномерность по поверхности платы и в монтажных отверстиях. При импульсном токе измельчается структура покрытия уменьшается пористость, повышается электропроводность покрытия вследствие совершенства структуры и уменьшения включаемых в осадок примесей.
Слайд 80
оборудование
Химическая и электрохимическая металлизация проводится на
автооператорных линиях (АГ-44) с набором ванн необходимого размера. Управляет
такими линиями мини-ЭВМ, которая анализирует результаты контроля параметров ТП и с помощью исполнительных механизмов производит их корректировку. Это позволяет перейти к более высокой степени автоматизированного производства - к гибким производственным системам (ГПС). Схема реализации такого производства приведена на рисунке.
Слайд 82
Как видно, для нормального функционирования ПК,
необходимо иметь автоматизированные склады заготовок, готовой продукции, технологических спутников,
автоматизированные участки монтажа и демонтажа, автоматизированные транспортные системы, системы датчиков и исполнительных механизмов. В настоящее время разработаны унифицированные ряды датчиков и исполнительных механизмов. Применение специальных роботов и манипуляторов позволит автоматизировать трудоемкие процессы монтажа и демонтажа подвесок, загрузки и разгрузки барабанов, в которых происходит осаждение покрытий.
Слайд 83
ФОРМИРОВАНИЕ РИСУНКА ПЕЧАТНЫХ ПЛАТ
сеткографический метод
Сеткографический метод получения рисунка ПП основан на применении
специальных кислотостойких быстросохнущих красок, которые после продавливания через трафарет закрепляются на поверхности заготовки в результате испарения растворителя. Качество наносимого защитного слоя в значительной степени определяется вязкостью используемых трафаретных красок
Слайд 84
Нанесение защитной краски через сетчатый трафарет
осуществляется вручную или автоматическим оборудованием, которое включает загрузочное устройство,
машину для рихтовки плат, сеткографический станок, сушильную печь, накопитель готовый изделий. Загрузка ПП в станок происходит посредством ленточного конвейера подъемно-спускающего типа. Разработаны модели станков для одновременного нанесения рисунка на две стороны заготовки. Закрепление краски на заготовке осуществляется длительной сушкой. Проблема сушки в трафаретной печати решается путем создания быстрозакрепляющихся красок и высокопроизводительного оборудования.
Слайд 85
фотохимический метод
Фотографический метод предусматривает нанесение
на подготовленную поверхность заготовки ПП специальных светочувствительных материалов -
фоторезистов, которые разделяются на негативные и позитивные.
Негативные фоторезисты образуют при воздействии света защитные маски вследствие реакции фотополимеризации, при этом облученные участки остаются на плате, а необлученные удаляются при проявление.
В позитивных фоторезистах под действием света происходит фотодеструкция органических молекул, вследствие чего облученные участки удаляются при проявлении.
Слайд 86
Фоторезисты могут быть жидкими и сухими
пленочными. Жидкие фоторезисты значительно дешевле пленочных, и для работы
с ними требуется ложное оборудование. Применение пленочных фоторезистов значительно упрощает ТП (исключаются грации сушки, дубления, ретуширования), он легко поддается автоматизации, обеспечивает равномерное несение защитных слоев при наличии монтажных отверстий.
Холодные эмали обрабатываются без нагрева и представляют собой композиции сополимера метакриловой кислоты, метакрилата и полиэфира ТГМ. Инициатором полимеризации является бензоилформальдегидная смола, для контроля качества рисунка вводится метилвиолет. Такие эмали имеют высокую химическую стойкость, реагируют на обычный свет.
Слайд 87
Позитивные фоторезисты на основе диазосоединений имеют
повышенную разрешающую способность, химическую стойкость, в них отсутствует темновое
дубление.
Наносят жидкие фоторезисты
окунанием,
центрифугированием,
накаткой валками,
разбрызгиванием.
Слайд 88
Сухие пленочные фоторезисты (СПФ) более технологичны
и могут быть использованы на всех операциях получения рисунка
схемы. Они представляют собой структуру, состоящую из светочувствительного слоя, который помещается между защитной полиэтиленовой и светопроницаемой лавсановой пленками.
Слайд 89
Экспонирование предназначено для инициирования фотохимических реакций
в фоторезистах.
Проявление, окрашивание и химическое дубление
жидких фоторезистов производят в конвейерных струйных установках модульного типа, оснащенных устройствами подачи растворов с их фильтрацией и регулировкой давления, роликовым конвейером, соединяющим все модули.
Слайд 90
ТРАВЛЕНИЕ МЕДИ С ПРОБЕЛЬНЫХ МЕСТ
химический способ
Для химического процесса разработаны и используются в
промышленности многочисленные составы на основе хлорного железа, персульфата аммония, хлорной меди, хромовой кислоты, перекиси водорода, хлорита натрия и др. Выбор травильного раствора определяется следующими факторами, типом применяемого резиста, скоростью травления, величиной бокового подтравливания, сложностью оборудования, возможностью регенерации и экономичностью всех стадий процесса.
Слайд 91
Скорость травления оказывает существенное влияние на качество формируемых
элементов ПП. При малых скоростях время пребывания платы в
травителе увеличивается, что приводит к ухудшению диэлектрических свойств оснований и увеличению бокового подтравливания. Величина бокового подтравливания оценивается фактором травления К = S/a, который представляет собой отношение толщины фольги S к величине изменения ширины печатного проводника а. Уменьшают фактор травления введением в используемые растворы специальных добавок: ионы металлов с более низким потенциалом, чем у меди
Слайд 92
Хронологический процесс травления состоит из операций:
предварительной
очистки меди, повышающей равномерность ее удаления,
непосредственно удаления меди с
пробельных участков платы,
очистки поверхности диэлектрика,
осветления при необходимости поверхности метаплорезиста,
сушки.
Слайд 93
травильные растворы
Наибольшее распространение в технологии
производства ПП получили травильные растворы на основе хлорного железа.
Они отличаются высокой и равномерной скоростью травления, малой величиной бокового подтравливания, высокой четкостью получаемых контуров, незначительным содержанием токсичных веществ, экономичностью. Суммарная реакция, протекающая в растворе, описывается уравнением
2FeCI3 + Сu → CuCI2 + 2 FeCI2
Слайд 94
Травитель не пригоден для получения плат,
покрытых металлорезистами на основе олова.
В этом случае
рекомендуется применять раствор персульфата аммония
Процесс зрения протекает по следующему уравнению.
Cu + ( NH4 )2 S2O8 → CuSO4 + ( NH4 )2 SO4
Реакция сопровождается выделением тепла, что вызывает необходимость стабилизации температурного режима. Травление приводит к большому боковому подтравливанию медных проводников, сопровождается зубчатостью краев из-за различных скоростей химических реакций по зернам металла и по границам зерен, а раствор склонен к саморазложению.
Слайд 95
Стабильными параметрами травления характеризуются растворы на
основе хлорной меди. Щелочные растворы на основе хлоритов характеризуются
высокой скоростью травления и допустимым содержанием меди в растворе, отсутствием осадка в ванне и на платах, незначительным изменением цвета защитного Sn-Pb покрытия. Химическое удаление меди проводится погружением ПП в травитель, наплескиванием раствора на их поверхность или разбрызгиванием через форсунки, как показано на рисунке.
Слайд 96
электрохимический способ
Электрохимическое травление ПП основано
на анодном растворении меди с последующим восстановлением ионов стравленного
металла на катоде. Такой процесс по сравнению с химическим травлением обладает рядом преимуществ:
упрощением состава электролита, методики его приготовления, регенерации и очистки сточных вод,
высокой стабильнойостью травления в течение длительного периода времени,
экономичностью,
легкостью управления и автоматизацией всех стадий.
Слайд 97
Широкое применение электрохимического травления сдерживается неравномерностью
удаления металла по плоскости платы, что приводит к образованию
невытравленных островков и прекракращению процесса. Полностью реализовать преимущества электрохимического метода позволяют подвижные носители заряда, которые представляют собой частицы графита, расположенные в суспензированном электролите. Эти частицы принимают заряд с анода и переносят его на поверхность меди, переводя последнюю в ионную форму.
Слайд 98
После удаления меди с пробельных участков
ПП промывают оборотной (используемой для разбавления растворов в модулях
травления), а затем холодной проточной водой. Если на поверхности металлических резистов (особенно Sn-Pb) в результате химического взаимодействия с травителем образуются нерастворимые соединения, вызывающие потемнение и ухудшение их паяемости, то их осветляют при температуре 18...25 °С в течение 3 ...5 мин. Растворы осветления готовят на основе кислот и тиомочевины.
Слайд 99
ПОДГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ ПРОИЗВОДСТВА ПЕЧАТНЫХ ПЛАТ
Подготовительные
операции предназначены для обеспечения качества при выполнении основных процессов
формирования элементов печатного монтажа. Они включают
очистку исходных материалов и монтажных отверстий от окислов, жировых пятен, смазки, пленок и других загрязнений,
активирование поверхностей проводящего рисунка,
специальную обработку диэлектриков,
контроль качества подготовки.
Слайд 100
В зависимости от характера и степени,
загрязнений очистку (активирование) проводят механическими, химическими, электрохимическими, плазменными методами
и их сочетанием. Выбор технологического оборудования для подготовительных операций определяется серийностью производства. Механическая подготовка в условиях мелкосерийного производства осуществляется вручную смесью венской извести и шлиф-порошка под струёй воды.
Слайд 101
Ручная химическая и электрохимическая подготовка поверхности
проводится в ваннах с различными растворами при покачивании плат
и последующей их промывкой, а механизированная - на автооператорных линиях модульного типа по заданной программе. Высокое качество и производительность обеспечивает плазменная очистка ПП, которая устраняет использование токсичных кислот, щелочей и их вредное воздействие на обслуживающий персонал, материалы обработки и окружающую среду.
Слайд 102
Специальная обработка диэлектрического материала при изготовлении
МПП или ПП аддитивными методами заключается в его подтравливании
и придании шероховатости для увеличения прочности сцепления с металлизацией. К подготовительным операциям относится упаковка ПП, которая производится на автоматическом оборудовании.
Слайд 103
ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ
варианты исполнения
Для изготовления МПП разработаны многочисленные варианты конструктивно-технологического исполнения, каждый
из которых характеризуется рядом достоинств и недостатков, определяющих их выбор. Практический опыт изготовления МПП показывает, что наиболее технологичным является вариант МПП с металлизацией сквозных отверстий (МСО). В таблице приведены схемы сечений основных типов МПП, которые нашли применение в отечественной промышленности.
Слайд 104
вариант с металлизацией сквозных отверстий
Вариант
исполнения МПП с металлизацией сквозных отверстий (МСО) позволяет получать
более 20 слоев в составе ПП, характеризуется высокой плотностью, хорошим качеством межслойных соединений, относительно простотой и экономичностью. При этом методе используются: для наружных слоев односторонний фольгированный диэлектрик, для внутренних - одно- или двусторонний фольгированный диэлектрик и в качестве межслойной изоляции стеклоткань СПТ-3.
Слайд 105
Из этих материалов изготавливают заготовки, в которых
пробивают базовые отверстия для совмещения слоев и производят очистку
поверхностей. На заготовках внутренних слоев рисунок получают с двух сторон негативным фотохимическим методом. Рисунок наружных слоев получают комбинированным позитивным фотохимическим методом. Изготовленные слои совмещают друг с другом по базовым отверстиям, прокладывая между ними межслойную изоляцию, и спрессовывают в монолитную структуру.
Слайд 106
прессование МПП типовой процесс
Процесс прессования
является одной из важнейших операций изготовления различных видов МПП.
Монолитность структуры и точность ее элементов обеспечиваются качеством прокладочной стеклоткани, тщательностью подготовки слоев, совершенством технологической оснастки и строгим поддержанием режимов прессования. Прессование МПП проводят в специальной пресс-форме с плоско-параллельными плитами, обеспечивающей точное совмещение и фиксацию слоев с помощью направляющих штырей, расположенных по углам, и через каждые 100... 150 мм по периметру плиты. Для равномерного прогрева прессуемого пакета и выравнивания его по толщине с двух сторон пресс-формы закладываются выравнивающие подушки.
Слайд 107
КОНТРОЛЬ И ИСПЫТАНИЯ ПЛАТ
виды
Технологический
процесс изготовления плат, особенно многослойных, состоит из большого числа
сложных и взаимосвязанных операции, при выполнении которых возникают неучтенные и труднопредсказуемые возмущения, приводящие к отклонениям выходных параметров от номинальных. Контроль и испытание ПП предназначены для определения качества изготовленных изделий, под которым понимают степень их соответствия требованиям чертежа, технических условий, отраслевых и государственных стандартов. Готовая продукция подлежит сертификации, согласно действующему законодательству.
Слайд 108
На повышение качества влияют:
входной контроль исходных
материалов и технологических сред;
строгое соблюдение режимов и последовательности операций
процесса производства;
использование автоматизированного технологического оборудования со встроенными средствами активного контроля;
организация объективного пооперационного и выходного контроля;
проведение испытаний;
организация системы управления качеством.
Слайд 109
дефекты ПП
Рассмотрим некоторые характерные
дефекты, имеющие место при изготовлении ПП, и причины их
возникновения.
Расслоение многослойной структуры возникает при использовании склеивающих прокладок с просроченным сроком годности или низким содержанием смолы, некачественной подготовке слоев перед прессованием, нарушении режимов прессования или механической обработке контура. Незначительное расслоение платы по углам может быть устранено эпоксидным клеем.
Слайд 110
Отслоение элементов печатного монтажа вызывается теми
же причинами, что и предыдущий вид дефекта. Оно также
происходит вследствие применения узких и длинных печатных проводников, занижения размеров контактных площадок по отношению к размерам просверленных отверстий. Дефект легко устраняется подклеиванием.
Выход отверстий за пределы контактных площадок наблюдается из-за недостаточной точности используемого оборудования и технологической оснастки, смещения слоев при прессовании, деформации диэлектрических оснований и неправильного базирования ПП при выполнении отверстий. Дефект практически не устраняется.
Слайд 111
Вздутие происходит, если между слоями остались
воздух или влага, при прессовании полное давление прикладывается раньше
начала желатинизации клея, и оно неравномерно распределяется по площади платы. Дефект не устраняется.
Коробление плат вызывается несбалансированностью конструкции ПП, неоднородностью склеивающего материала, снятием заготовок с пресса до полного охлаждения плат. Уменьшить коробление можно терморихтовкой.
Слайд 112
Короткие замыкания между элементами печатного монтажа
могут быть вызваны некачественным травлением, смещением слоев при прессовании,
малыми расстояниями между элементами печатного монтажа, попаданием посторонних металлических включений между слоями МПП при сборке. Дефекты легко устраняются на наружных слоях МПП, а на внутренних их устранить технически почти невозможно.
Слайд 113
Разрыв токопроводящих цепей обусловливается следующими причинами:
подтравливанием
печатных проводников,
наличием глубоких царапин на поверхности исходного материала,
возникновением внутренних
напряжений при прессовании,
некачественной подготовкой поверхности отверстий перед металлизацией.
Устранить такие дефекты сложно, а на внутренних слоях практически невозможно. Несовмещение слоев при прессовании МПП вызывается избыточным давлением, непараллельностью плит пресса. Дефект не устраняется.
Слайд 114
Геометрические параметры ПП:
толщина,
диаметр отверстий,
расстояние между их центрами,
величина коробления,
габаритные
размеры,
смещение отверстий относительно центра
контролируются с помощью стандартизованных
инструментов для измерения линейных размеров. Погрешности формы элементов рисунка ПП определяются визуально с помощью проектора при 10,20-кратном стереоскопическом увеличении.
Слайд 115
электрические параметры
Проверку металлизации монтажных отверстий
проводят разрушающим или неразрушающим методом. При разрушающем методе изготавливают
микрошлиф и по нему определяют толщину слоя, равномерность распределения металлизации, структуру покрытия, его пористость, наличие трещин, качество срастания с элементами печатного монтажа. Но длительность приготовления образцов ограничивает применение этого метода этапом отработки ТП. Экспрессную проверку качества металлизации проводят измерением омического сопротивления контактного перехода при подаче тока 1 А.
Слайд 116
испытания
Испытания ПП и МПП позволяют
в условиях климатических и электрических воздействий оценить их соответствие
техническим требованиям, предъявляемым к аппаратуре, и установить скрытые дефекты. Они разделяются на приемосдаточные, периодические и типовые.
Приемосдаточные испытания проводятся партиями не более 1000 ... 1200 шт., изготовленными по одной конструкторской и технологической документации, и включают:
Слайд 117
стопроцентный контроль габаритных и установочных размеров, внешнего вида
диэлектрического основания и проводящего рисунка на соответствие конструкторской документации,
величины изгиба и скручивания, правильности монтажных соединений на отсутствие обрывов и коротких замыканий;
выборочную проверку сопротивления изоляции в нормальных климатических условиях при ручном контроле и стопроцентную проверку при автоматизированном;
выборочный контроль толщины металлизации в отверстиях;
Слайд 118
Периодические испытания ПП и МПП проводятся
с целью подтверждения их эксплуатационных характеристик, правильности выполнения ТП
и соответствия конструкторской документации не реже одного раза в шесть месяцев. Для контроля случайным образом выбираются платы, прошедшие приемосдаточные испытания в количестве: 5 плат при опытном и мелкосерийном производстве и 10 плат при серийном производстве. В объем испытании входят:
многократные изгибы ГПП и ГПК (ГПП должны выдерживать 5-кратный цикл изгибов радиусом 10±0,5 мм, а ГПК - 150-кратный цикл изгибов радиусом 3±0,5 мм на 90° в обе стороны от исходного положения);
Слайд 119
перепайка (5-10) отверстий и (5 -10) контактных площадок,
проверка паяемости (1-2 платы);
выборочную проверку паяемости контактных площадок и
металлизированных отверстий, а также их устойчивости к перепайкам.
проверка омического сопротивления металлизированных отверстий (3 шт.) и их устойчивости к кратковременной токовой перегрузке;
проверка в нормальных климатических условиях целостности электрических цепей и сопротивления изоляции (но не менее чем на 5 парах проводников, в том числе цепей питания);
Слайд 120
контроль внешнего вида, целостности соединений и сопротивления изоляции
после воздействия климатических факторов, устанавливаемых в зависимости от группы
жесткости испытаний по
соответствующему стандарту.
Типовые испытания проводятся для определения эффективности внесенных изменений в конструкцию и технологию ПП. Программа испытаний составляется предприятием, изготавливающим ПП, и согласовывается с разработчиком.
Слайд 121
ГИБКОЕ АВТОМАТИЗИРОВАННОЕ ПРОИЗВОДСТВО ПЕЧАТНЫХ ПЛАТ
Высокий уровень
унификации и стандартизации, достигнутый при конструировании ПП, широкое использование
систем автоматического проектирования, повышение технического уровня технологии и оборудования, накопленный опыт по механизации и автоматизации отдельных технологических операций позволяют перейти к созданию гибких комплексно-автоматизированных производств (ГАП) на базе самонастраивающихся систем, способных автоматически, без участия человека, определять и поддерживать оптимальный режим их изготовления.
Слайд 122
Организация ГАП начинается с создания проекта
перепрограммируемого производства на уровне ода или цеха, в котором
отражается специализация участков, выбор систем управления и вычислительной техники, создания единых транспортно-накопительных потоков и т. п., а внедрение проводится поэтапно - по модулям, линиям, участкам. Типовая структура ГАП ПП приведена на рисунке.