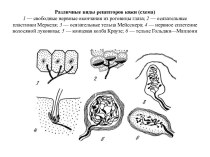
микросхем и полупроводниковых приборов. На рис. приведена одна из
схем контурной конденсаторной сварки микросхем. Металлическое основание 4 микросхемы с крышкой 2 соприкасаются между собой по контуру в результате приложения усилия Fсв к токоподводящим электродам 1 и 5. Перед пропусканием сварочного тока площадь кольцевого контакта мала, а сопротивление его значительное. На нем выделяется теплота, в зоне контакта детали нагреваются до температуры сварки, происходит осадка и образование соединения в твердой фазе.
Схема герметизации корпусов контурной рельефной сваркой
Конденсаторная рельефная сварка проводников
Конденсаторная рельефная сварка используется для соединения тонких проводников. На рис представлена схема сварки крестообразных соединений. Проводники 1 устанавливаются между электродами 2, имеющими цилиндрические канавки. После пропускания импульса тока проводники осаживаются, происходит их пластическая деформация. Из зоны контакта проводников удаляются оксидные пленки, в результате чего образуются ювенильные поверхности. Атомы металлов сближаются на расстояние действия межатомных сил, и происходит образование соединения в твердой фазе.

")
")
")
")
")
")
")
")
")
")
")
")
")
")