Слайд 2
План лекции
Нормативные документы
Технологические возможности способов литья
Нормы определения серийности
производства отливок из чугуна и стали
Точность размеров, формы и
расположения отливки, толщина стенок отливки
Допуски расположения поверхностей отливок
Способы формовки
Степени точности поверхностей отливок
Припуски отливки
Контроль качества в литейном производстве, дефекты отливок
Слайд 3
Нормативные документы
ГОСТ 26645-85. Отливки из металлов и сплавов.
Допуски размеров, массы и припуски на механическую обработку.
ГОСТ 3212-92.
Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров.
ГОСТ 3.1125-88. ЕСТД. Правила графического выполнения элементов литейных форм и отливок.
Слайд 4
Способы литья
Литье в песчано-глинистые формы (в землю)
Литье в
оболочковые формы
Литье в кокиль
Литье по выплавляемым (выжигаемым) моделям
Литье под
давлением
Центробежное литье
Слайд 5
Технологические возможности способов литья
Слайд 6
Нормы определения серийности производства отливок из чугуна и
стали
Слайд 7
Точность размеров, формы и расположения отливки
Размеры, пересекающие плоскость
разъема модели и выходящие на
плоскость разъема
(D1, D2,
L1,L2,b3, b4)
Размеры, образованные одной
полуформой или одним стержнем
(d1, d2, H1, L3)
Размеры, образованные тремя и
болеe частями формы, стержнями или
подвижными элементами формы
(h1,h2, h3, h4, h5, b1, b2)
Слайд 8
Минимальная толщина стенок отливки
Слайд 9
Допуски расположения поверхностей отливок
Тпоз=0,5 √((ТОL1)2+ (ТОL2)2 )
Тпоз=0,5 ТОd
Тсм
= Dmax – Dmin
Слайд 10
Способы формовки
Сложные (в трех и более опоках)
По неразъемной
(цельной) модели
(в одной опоке)
По разъемной модели
(в двух
опоках, с отрезкой,
с отъемными частями и др.)
Слайд 11
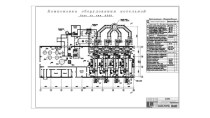
Литейная форма
1- нижняя полуформа
2 – верхняя полуформа
3 –
стержень
4 – выпор
5 – вентиляционные каналы
6 – литниковая система
Модель
отливки «Втулка» в сборе с моделью литниковой системы:
1-выпор, 2-модель отливки (модель верха и низа в сборе), 3-питатель,
4-шлакоуловитель, 5-дроссель, 6-литниковая воронка, 7-стояк,
8-расширитель стояка, 9-зумпф
Слайд 12
Классы размерной точности отливок
Слайд 13
Степень коробления элементов отливок
Слайд 14
Степени точности поверхностей отливок
Слайд 16
Пример условного обозначения отливки
Точность отливки 9-7-5-8 См. 0,8
ГОСТ 26645-85.
Слайд 17
Последовательность разработки чертежа отливки (ГОСТ 3.1125-88)
1. Выбирают
положение отливки в форме при заливке и место разъёма
модели и формы.
2. Устанавливают допуски размеров, формы, расположения и неровностей поверхностей и массы отливки, припуски на обработку и усадку сплава, а также технологические напуски.
3. Указывают места установки и контуры стержней.
4. Назначают формовочные уклоны и радиусы закруглений.
5. Конструируют элементы литниковой системы, прибыли и холодильники.
Слайд 18
Контроль качества в литейном производстве
контроль качества исходных материалов;
контроль качества и величины износа всей оснастки;
контроль качества и
износа формовочных и стержневых машин;
контроль качества жидкого металла;
контроль качества форм и стержней;
контроль качества готовых отливок.
Слайд 19
Виды литейных дефектов (ГОСТ 19200—73 )
Группа I— несоответствие
по геометрии (недолив, разностенность, перекос, вылом).
Группа II —дефекты поверхности
(пригар, ужимина, нарост, залив).
Группа III — несплошности в теле отливки (усадочные раковины, газовые раковины, пористость, утяжина).
Группа IV — различные включения (неметаллические, металлические)